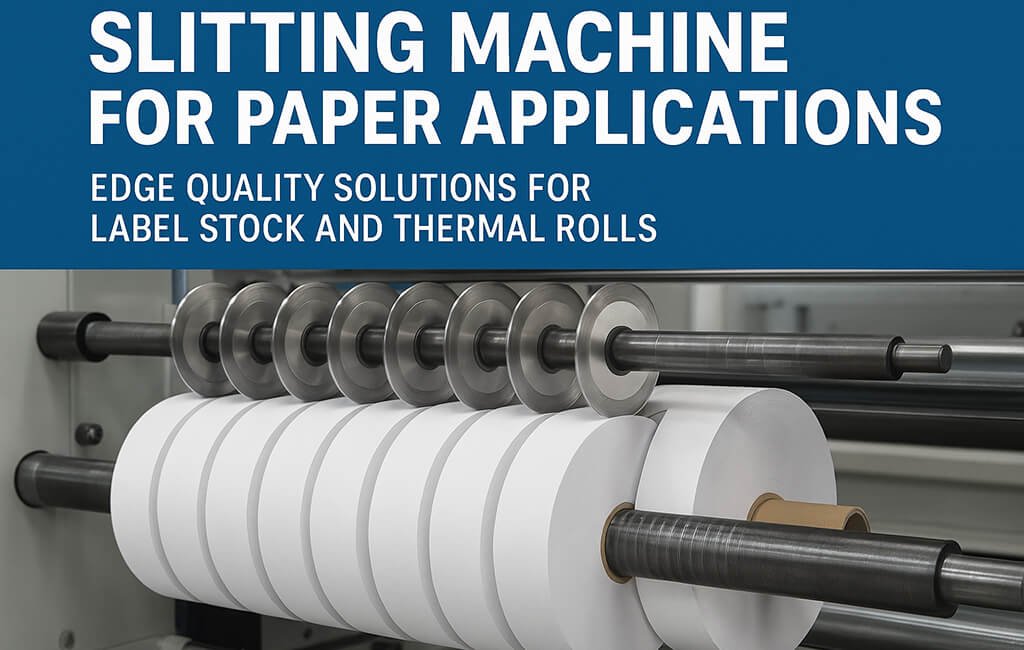
Edge quality can make or break your paper converting operation. Whether you’re processing pressure-sensitive label stock or heat-sensitive thermal rolls, the difference between a clean, dust-free edge and a rough, problematic cut directly impacts your downstream processes, customer satisfaction, and bottom line.
This comprehensive guide addresses the specific challenges of achieving superior edge quality when using a slitting machine for paper applications. We’ll focus on solutions for label stock and thermal paper converting operations.
What Defines Edge Quality in Paper Slitting Applications?
Edge quality in paper slitting encompasses multiple measurable characteristics. These characteristics affect both the aesthetic and functional performance of your converted products:
- Edge straightness: Deviation from true linear cut measured in micrometers
- Surface roughness: Microscopic irregularities affecting smoothness (Ra values)
- Dust generation: Loose fibers and particles created during cutting
- Delamination resistance: Ability to maintain layer adhesion in multi-ply materials
- Dimensional accuracy: Consistency of slit width within ±0.1mm tolerance
For label stock and thermal papers, these quality metrics become even more critical. Their specialized coatings and end-use requirements demand precise cutting performance.
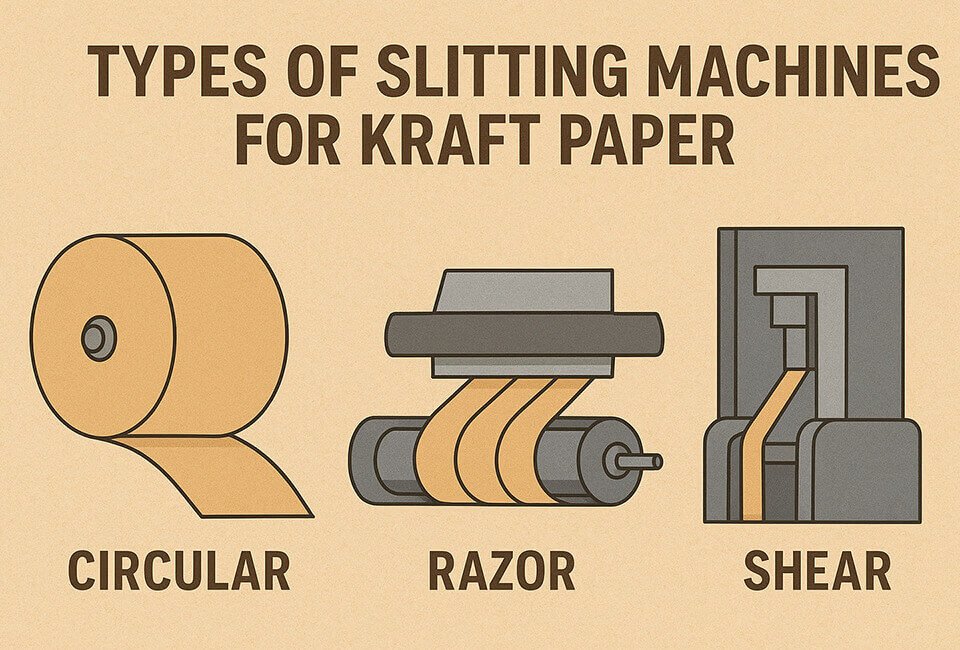
How Does Blade Selection Impact Edge Quality for Different Paper Types?
The relationship between blade type and edge quality varies significantly across paper substrates. Understanding these interactions helps optimize your slitting machine for paper converting operations.
Rotary Shear Slitting for Label Stock
Rotary shear slitting delivers superior results for pressure-sensitive label materials. It creates a scissor-like cutting action that minimizes adhesive squeeze-out.
Key considerations include:
- Blade overlap: 0.5-1.0mm overlap prevents adhesive migration
- Shear angle: 0.5-2° angle optimizes cutting force distribution
- Material support: Proper anvil positioning prevents liner distortion
When processing label stock at speeds of 300-600 m/min, maintain blade pressure at 15-25 N/cm. This achieves clean edges without excessive heat generation that could affect adhesive properties.
Razor Slitting for Thermal Papers
Thermal papers require special consideration due to their heat-sensitive coatings. Razor slitting offers advantages but demands precise setup:
- Blade angle: 20-25° penetration angle minimizes coating damage
- Temperature control: Blade temperature must stay below 40°C
- Blade material: Ceramic-coated blades reduce friction heat
Critical tip: Pre-cool razor blades to 15°C before slitting thermal papers. This provides a heat absorption buffer during high-speed operations.
What Are the Most Common Edge Quality Problems and Their Solutions?
Paper converting operations frequently encounter specific edge quality challenges. Here’s how to diagnose and resolve them effectively.
Angel Hair Formation
Problem: Fine fiber strands extending from slit edges
Primary causes: Dull blades, incorrect blade angle, excessive web tension
Solution protocol:
- Reduce web tension by 10-15%
- Increase blade sharpness (replace if Ra > 0.2 μm)
- Adjust penetration angle by 2-3°
- Install ionizing bars to neutralize static charge
Edge Waviness in Label Stock
Problem: Serpentine edge pattern affecting die-cutting registration
Primary causes: Uneven blade pressure, web flutter, tension variations
Solution protocol:
- Verify blade parallelism (±0.02mm across width)
- Install vacuum web stabilization system
- Implement closed-loop tension control (±2% variation max)
- Check for mechanical vibrations above 50 Hz
[IMAGE: Comparison of wavy edge vs straight edge on label material]
Thermal Coating Damage
Problem: Darkened or inactive zones along slit edges
Primary causes: Excessive cutting heat, pressure, or friction
Solution protocol:
- Switch to tangential razor configuration
- Apply silicone-free blade lubricant
- Reduce cutting speed to maintain blade temperature < 35°C
- Implement blade cooling system with filtered air
How to Optimize Your Slitting Machine for Paper Edge Quality?
Achieving consistent edge quality requires systematic optimization of your slitting equipment. Follow this proven methodology for best results.
1. Baseline Assessment
Document current edge quality using standardized measurements. This creates a reference point for improvement tracking.
- Photograph edges at 50x magnification
- Measure dust generation (particles/m²)
- Record edge roughness (Ra values)
- Track defect rates by material type
2. Equipment Calibration
Perform comprehensive alignment checks on all critical components. Precision here directly impacts edge quality.
- Blade positioning: ±0.01mm runout maximum
- Cant angle verification: Check with precision protractor
- Arbor shaft alignment: < 0.02mm TIR
- Web path geometry: Verify 180° wrap angles
3. Process Parameter Optimization
Fine-tune operating conditions for each material type. Use this reference table as a starting point:
| Material Type | Speed Range (m/min) | Tension (N/m) | Blade Pressure (N/cm) |
|---|---|---|---|
| Label Stock (PSA) | 200-500 | 120-180 | 15-25 |
| Thermal Paper | 150-400 | 80-120 | 10-18 |
| Release Liner | 300-600 | 100-150 | 12-20 |
What Maintenance Practices Ensure Consistent Edge Quality?
Preventive maintenance directly correlates with edge quality consistency. Implement these protocols to maintain peak performance.
Daily Maintenance
Quick daily checks prevent small issues from becoming major problems. Allocate 15-20 minutes each shift for these tasks:
- Inspect blade edges with 10x magnification
- Clean blade surfaces with isopropyl alcohol
- Check dust extraction system efficiency
- Verify web tension calibration
Weekly Maintenance
Weekly tasks focus on measurement and adjustment. Schedule these during planned downtime:
- Measure blade sharpness (Ra < 0.1 μm)
- Lubricate blade positioning mechanisms
- Clean and calibrate tension sensors
- Document edge quality trends
Monthly Maintenance
Monthly maintenance involves component replacement and system realignment. These tasks ensure long-term consistency:
- Replace blades showing wear patterns
- Realign slitting stations to specifications
- Calibrate speed and tension controllers
- Update maintenance logs and trend analysis
How Do Advanced Slitting Technologies Improve Edge Quality?
Modern slitting machines for paper incorporate sophisticated technologies. These innovations significantly enhance edge quality beyond traditional methods.
Laser-Guided Positioning Systems
Precision blade positioning within ±0.005mm eliminates edge waviness and ensures consistent slit widths. These systems continuously monitor and adjust blade positions during operation.
The technology compensates for thermal expansion and mechanical wear automatically. This maintains optimal cutting conditions throughout production runs.
Ultrasonic Vibration Assistance
High-frequency blade oscillation (20-40 kHz) reduces cutting forces by up to 40%. This technology delivers multiple benefits:
- Cleaner edge formation with minimal fiber disruption
- Reduced heat generation for thermal-sensitive materials
- Extended blade life through reduced mechanical stress
Active Dust Extraction Systems
Integrated vacuum systems with ionization remove 99%+ of generated particles. Modern systems feature advanced capabilities:
- Zone-specific extraction at each slitting point
- HEPA filtration for sub-micron particle capture
- Static elimination to prevent particle reattachment
What ROI Can You Expect from Edge Quality Improvements?
Investing in edge quality optimization delivers measurable returns. These improvements affect multiple areas of your operation.
Direct Cost Savings
Immediate financial benefits come from reduced waste and improved efficiency:
- Waste reduction: 2-5% decrease in material scrap
- Rework elimination: 80% reduction in edge-related defects
- Blade life extension: 30-50% longer intervals between changes
Productivity Gains
Operational improvements translate to increased throughput and reliability:
- Speed increases: 15-25% higher running speeds possible
- Reduced downtime: 40% fewer quality-related stops
- Setup time savings: 20-30% faster material changeovers
Customer Satisfaction Impact
Quality improvements strengthen customer relationships and market position:
- Complaint reduction: 90% decrease in edge-related issues
- Premium pricing ability: 5-10% price differential for superior quality
- Repeat business: 25% increase in customer retention
Case Study: Label Converter Achieves 95% Defect Reduction
A mid-sized label converter processing 50,000 m²/day of pressure-sensitive materials faced persistent edge quality issues. These problems affected their die-cutting operations and customer satisfaction.
Implementation of optimized slitting parameters delivered dramatic results:
- Before: 8% defect rate, 12 customer complaints/month
- After: 0.4% defect rate, zero complaints for 6 months
- Investment: $45,000 in equipment upgrades and training
- Payback period: 7 months through waste reduction and productivity gains
Troubleshooting Guide: Quick Reference for Common Issues
Use this quick reference guide to resolve edge quality issues rapidly. Fast response prevents waste and maintains production efficiency.
Fuzzy Edges on Thermal Paper
Immediate checks:
- Blade temperature (target: < 35°C)
- Penetration depth (reduce by 0.1mm increments)
- Web tension (decrease by 15-20%)
Adhesive Buildup on Label Stock Blades
Immediate actions:
- Apply release coating to blades
- Increase blade overlap to 1.0mm
- Reduce ambient temperature to 18-20°C
Inconsistent Slit Widths
Systematic approach:
- Verify blade holder torque specifications
- Check for arbor shaft runout
- Confirm web tension uniformity across width
Conclusion: Achieving Excellence in Paper Slitting Edge Quality
Superior edge quality in paper slitting applications requires a systematic approach. Success comes from combining proper equipment selection, optimized operating parameters, and rigorous maintenance protocols.
For label stock and thermal paper applications, the stakes are particularly high. The specialized nature of these materials and their end-use requirements demand precision and consistency.
By implementing the solutions outlined in this guide, paper converters can achieve consistent, high-quality edges. These improvements enhance downstream processability, reduce waste, and improve customer satisfaction. The key lies in understanding each material type’s unique requirements and applying targeted solutions.
Remember that edge quality is not a one-time achievement but an ongoing commitment to process excellence. Regular monitoring, preventive maintenance, and continuous improvement ensure your slitting machine for paper applications delivers optimal results day after day.