
Selecting the right slitting method for your slitting machine for paper directly impacts production efficiency, edge quality, and material waste. While both razor and shear cutting methods have their place in paper converting operations, each paper grade demands specific considerations for optimal results.
This technical comparison examines how razor and shear slitting methods perform across different paper grades. We’ll cover everything from lightweight newsprint to heavy coated stocks, providing quantitative specifications and troubleshooting guidance for converting professionals.
Understanding Paper Grade Requirements for Slitting Operations
Paper grades vary significantly in their physical properties, affecting how they respond to different cutting methods. Understanding these characteristics helps you select the optimal slitting approach.
Key characteristics that influence slitting method selection include:
- Basis weight: 30-350 gsm range requires different blade configurations
- Fiber composition: Virgin vs. recycled content affects blade wear patterns
- Surface treatment: Coated papers behave differently than uncoated grades
- Moisture content: Typically 4-9%, influencing web tension requirements
- Caliper uniformity: Cross-direction variations impact cut quality
Understanding these variables helps operators optimize their slitting machine for paper performance. This knowledge also minimizes common defects like edge dust, web breaks, and dimensional instability.
Razor Slitting Method: Technical Specifications for Paper Applications
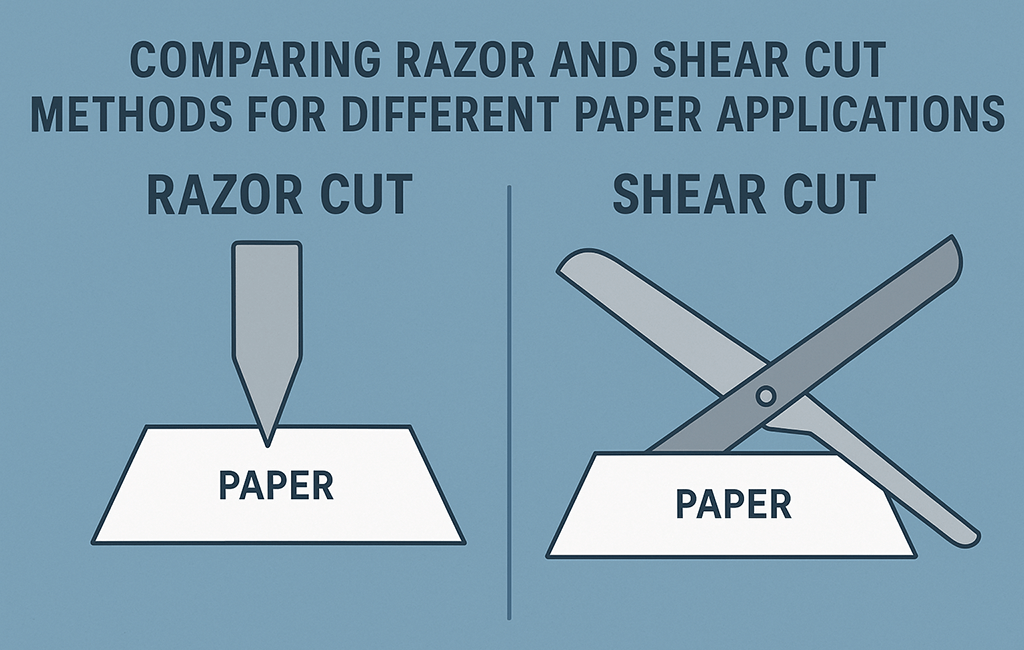
Razor slitting employs a sharp blade that penetrates through the paper web, creating a slicing action. This method excels with specific paper grades under controlled conditions.
Optimal Paper Grades for Razor Cutting
Different paper grades respond uniquely to razor cutting. The table below shows optimal parameters for common paper types:
| Paper Grade | Weight Range (gsm) | Blade Angle | Typical Speed (m/min) | Edge Quality |
|---|---|---|---|---|
| Lightweight Coated | 40-80 | 15-25° | 800-1200 | Excellent |
| Thermal Paper | 55-85 | 20-30° | 600-900 | Excellent |
| Bible/Onionskin | 30-50 | 15-20° | 400-700 | Very Good |
| Cigarette Paper | 12-25 | 10-15° | 300-500 | Excellent |
Razor Blade Configuration Parameters
Proper razor blade setup ensures optimal cutting performance. Each parameter affects the final cut quality and blade longevity.
For paper applications, razor blade setup requires precision:
- Blade extension: 0.5-2.0mm beyond anvil surface
- Blade material: Ceramic-coated steel for abrasive papers, standard tool steel for clean grades
- Replacement intervals: 8-24 hours continuous operation (grade-dependent)
- Holder pressure: 0.4-0.8 bar pneumatic for consistent penetration
Advantages of Razor Cutting for Paper
Razor cutting offers several benefits for specific paper applications. These advantages make it the preferred choice for many lightweight and specialty grades.
- Minimal dust generation: Clean slicing action reduces fiber liberation
- High-speed capability: Up to 1200 m/min for lightweight grades
- Narrow slit widths: Achievable down to 3mm with proper web support
- Low heat generation: Critical for thermal-sensitive papers
Limitations with Specific Paper Grades
Despite its advantages, razor cutting has limitations with certain paper types. Understanding these constraints helps prevent production issues.
- Heavy coated stocks (>150 gsm): Coating buildup on blade edge
- High recycled content: Contaminants cause rapid blade wear
- Wet-strength papers: Fiber toughness reduces blade life
- Thick kraft papers (>200 gsm): Insufficient cutting force
Shear Slitting Method: Engineering Specifications for Paper Converting
Shear slitting uses opposing rotary knives to create a scissor-like cutting action. This method provides versatility across a broader range of paper grades.
Paper Grade Performance Matrix for Shear Cutting
Shear cutting parameters vary significantly by paper grade. The following matrix provides starting points for optimal setup:
| Paper Grade | Weight Range (gsm) | Knife Overlap (mm) | Clearance (μm) | Max Speed (m/min) |
|---|---|---|---|---|
| Newsprint | 45-50 | 0.5-1.0 | 20-30 | 1000-1400 |
| Uncoated Offset | 60-120 | 1.0-1.5 | 30-50 | 800-1200 |
| Coated Publication | 70-150 | 1.5-2.0 | 40-60 | 600-1000 |
| Kraft/Packaging | 70-350 | 2.0-3.0 | 50-100 | 400-800 |
Critical Shear Setup Parameters
Achieving optimal results with a slitting machine for paper using shear cutting requires precise adjustment. Each parameter directly impacts cut quality and production efficiency.
- Knife diameter ratio: 1:1 for papers under 100 gsm, 2:1 for heavier grades
- Side load pressure: 50-200 N depending on paper stiffness
- Knife material selection: D2 tool steel for standard grades, tungsten carbide for abrasive stocks
- Cant angle: 0.5-1.5° for improved shearing action on fibrous papers
Advantages of Shear Cutting for Paper Applications
Shear cutting provides unique benefits that make it ideal for many production environments. These advantages become particularly important for diverse paper grade operations.
- Versatile weight range: Effective from 40-350 gsm
- Consistent edge quality: Minimal variation across web width
- Long blade life: 100-500 hours between sharpenings
- Handles coated papers: Self-cleaning action reduces buildup
Shear Method Challenges
While versatile, shear cutting presents specific challenges. Operators must account for these factors when selecting this method.
- Dust generation: 2-5x more than razor on lightweight papers
- Edge deformation: Potential crushing on low-density grades
- Setup complexity: Requires precise knife alignment
- Minimum slit width: Limited to 6-10mm depending on knife diameter
Direct Method Comparison: Which Cutting System for Your Paper Grade?
Selecting between razor and shear methods requires evaluating multiple factors specific to your paper grade and production requirements. This comparison helps identify the optimal approach for each situation.
Decision Matrix by Paper Category
The following matrix simplifies method selection based on paper category. Use it as a starting point for your evaluation process.
| Paper Category | Recommended Method | Primary Reason | Alternative Conditions |
|---|---|---|---|
| Lightweight Coated (40-80 gsm) | Razor | Clean edges, minimal dust | Shear if width >50mm |
| Newsprint (45-50 gsm) | Shear | High speed, durability | Razor for narrow strips |
| Heavy Coated (150+ gsm) | Shear | Handles thickness, coating | Not suitable for razor |
| Thermal/Specialty (50-85 gsm) | Razor | No heat generation | Low-pressure shear possible |
| Recycled Content (>30%) | Shear | Contamination tolerance | Ceramic razor if lightweight |
Quantitative Performance Metrics
Production data from paper converting operations reveals key performance differences. These metrics help quantify the practical implications of each method.
Based on production data from paper converting operations:
- Setup time: Razor 15-30 minutes, Shear 30-60 minutes
- Edge straightness: Razor ±0.1mm/m, Shear ±0.2mm/m
- Dust generation: Razor 0.1-0.3 g/km, Shear 0.3-1.5 g/km
- Power consumption: Razor 0.5-1.0 kW, Shear 2.0-5.0 kW per station
Paper-Specific Troubleshooting Guide
Common slitting defects vary by paper grade and cutting method. This troubleshooting matrix addresses grade-specific issues to help maintain quality production.
Razor Cutting Defects and Solutions
Razor cutting defects often relate to blade condition and setup parameters. Quick identification and correction minimize production losses.
| Defect | Affected Grades | Root Cause | Corrective Action |
|---|---|---|---|
| Edge fray | Lightweight uncoated | Insufficient blade sharpness | Replace blade, reduce angle to 15° |
| Web wander | Thermal paper | Inadequate web tension | Increase tension 10-15% |
| Coating pickup | Clay-coated grades | Blade temperature | Add cooling air, PTFE coating |
| Dimensional change | Moisture-sensitive | Tension-induced stretch | Reduce tension, increase wrap |
Shear Cutting Defects and Solutions
Shear cutting defects typically involve mechanical setup issues. Systematic troubleshooting ensures consistent quality output.
| Defect | Affected Grades | Root Cause | Corrective Action |
|---|---|---|---|
| Excessive dust | Newsprint, recycled | High knife overlap | Reduce overlap to 0.5mm |
| Edge curl | Coated one-side | Uneven knife pressure | Balance side load forces |
| Burr formation | Heavy kraft | Dull knives | Sharpen at 250-hour intervals |
| Width variation | All grades | Knife deflection | Increase shaft diameter/support |
Optimizing Web Tension for Paper Grade and Method
Proper web tension is critical for achieving quality cuts with either method. Each paper grade requires specific tension parameters for optimal results.
Tension Guidelines by Grade
Web tension requirements vary significantly by paper weight. These guidelines provide starting points for tension setup.
- Lightweight papers (30-60 gsm): 0.5-1.0 N/cm width
- Razor: Lower range to prevent stretch
- Shear: Higher range for knife engagement
- Medium weight (60-120 gsm): 1.0-2.0 N/cm width
- Both methods: Consistent across web width
- Heavy grades (120+ gsm): 2.0-4.0 N/cm width
- Shear only: Maximum for clean cutting
Tension Control Strategies
Modern tension control systems ensure consistent web handling. Proper implementation of these strategies improves cut quality and reduces waste.
- Load cells: ±2% accuracy for consistent quality
- Dancer systems: Essential for speed changes
- S-wrap configurations: Improved control for lightweight papers
- Tension taper: 10-20% reduction after slitting to prevent curl
Blade Life Optimization for Different Paper Grades
Maximizing blade life while maintaining cut quality requires grade-specific strategies. Understanding wear patterns helps optimize replacement schedules.
Razor Blade Life Expectations
Razor blade life varies dramatically by paper grade and operating conditions. These expectations help plan maintenance schedules.
| Paper Grade | Blade Material | Expected Life (km) | Primary Wear Factor |
|---|---|---|---|
| Virgin coated | Tool steel | 5,000-10,000 | Coating abrasion |
| Recycled uncoated | Ceramic-coated | 2,000-5,000 | Contaminants |
| Thermal paper | Tool steel | 8,000-15,000 | Chemical coating |
| Lightweight tissue | Tool steel | 10,000-20,000 | Minimal wear |
Shear Knife Maintenance Schedule
Regular maintenance extends shear knife life and maintains cut quality. Following a structured schedule prevents unexpected failures.
- Visual inspection: Every 8 hours operation
- Clearance check: Daily with feeler gauges
- Sharpening intervals:
- Newsprint: 300-500 hours
- Coated grades: 200-300 hours
- Recycled content: 100-200 hours
- Replacement criteria: 3-5 sharpenings or 0.5mm diameter reduction
Advanced Considerations for Modern Paper Grades
Emerging paper grades present unique challenges for slitting operations. Understanding these materials helps adapt traditional methods for optimal results.
Synthetic Paper Substrates
Synthetic papers require special handling to prevent heat damage. Modified cutting parameters ensure clean edges without material degradation.
- Method selection: Razor preferred for clean edges
- Blade angle: 30-45° for optimal penetration
- Speed limitations: 300-600 m/min to prevent melting
- Cooling requirements: Chilled air or blade cooling essential
High Recycled Content Papers (>80%)
Papers with high recycled content challenge traditional slitting approaches. Special considerations ensure consistent quality despite material variability.
- Method selection: Shear for contamination tolerance
- Knife material: Tungsten carbide mandatory
- Inspection frequency: 2x standard for quality assurance
- Dust management: Enhanced extraction systems required
Barrier-Coated Papers
Barrier coatings add complexity to slitting operations. Careful method selection prevents delamination and maintains barrier integrity.
- Method selection: Application-specific testing required
- Edge sealing: May require post-slitting treatment
- Delamination risk: Monitor for layer separation
- Speed optimization: 50-70% of uncoated equivalent
Conclusion: Making the Right Choice for Your Paper Grades
Selecting between razor and shear cutting methods for your slitting machine for paper depends on multiple factors specific to your paper grades and production requirements. While razor cutting excels with lightweight, coated, and specialty papers requiring minimal dust and maximum edge quality, shear cutting provides versatility and durability for heavier grades and high-volume operations.
Key decision factors include:
- Paper weight and composition
- Required edge quality standards
- Production volumes and changeover frequency
- Total cost of ownership considerations
By matching method capabilities to paper grade requirements and implementing proper setup procedures, converters can optimize both quality and efficiency in their slitting operations. Regular evaluation of new paper grades and emerging technologies ensures continued competitive advantage in paper converting operations.