
The challenge intensifies when processing heavyweight kraft liner and medium grades. Roll diameters can exceed 80 inches with weights surpassing 8,000 pounds. This article examines proven slitting solutions engineered specifically for corrugated plant operations.
What Makes Heavy Kraft Paper Slitting Unique in Corrugated Operations?
Heavy kraft paper slitting in corrugated plants presents distinct challenges. The combination of high basis weights and substantial roll dimensions requires specialized equipment design. Edge quality must prevent corrugator web breaks during high-speed operation.
Key Technical Challenges
- Web tension management poses the first major challenge. Heavy kraft requires 1.5–2.5 PLI (pounds per linear inch) compared to 0.5–1.0 PLI for standard papers. This increased tension prevents web wandering and ensures clean cuts.
- Knife penetration depth must accommodate materials ranging from 0.020–0.040″ thick. The cutting system needs sufficient force without crushing the paper structure. Proper penetration ensures clean edges essential for downstream processing.
- Core strength requirements become critical with heavy rolls. Cores need 6–10″ diameters with 0.5–1.0″ wall thickness to prevent telescoping. These robust cores maintain roll integrity during handling and unwinding.
- Dust generation creates significant operational challenges. Recycled kraft content produces 3–5× more cutting debris than virgin fiber. This debris requires powerful extraction systems to maintain cut quality.
The slitting machine for paper in corrugated applications must address these factors comprehensively. Success requires robust mechanical design, precise tension control, and specialized knife configurations.
Essential Components of a Slitting Machine for Paper in Heavy-Duty Applications
Unwind System Design for Maximum Roll Weights
Shaftless Chuck Systems
Modern shaftless chuck systems provide exceptional flexibility. They accommodate varying core IDs from 3″ to 12″ without changeover time. This eliminates production delays during grade changes.
These systems reduce operator strain through automated core engagement. Hydraulic clamping forces of 15,000–20,000 PSI secure rolls up to 10,000 lbs. The automatic engagement improves safety while ensuring consistent gripping force.
Web Threading Assistance
Pneumatic lifting tables position rolls at ergonomic heights for operator comfort. These tables adjust automatically based on roll diameter. Height optimization reduces workplace injuries and improves threading speed.
Automatic tail grabbers eliminate dangerous manual threading procedures. Variable speed drives with regenerative braking control heavy roll deceleration. This technology recovers energy while providing precise speed control.
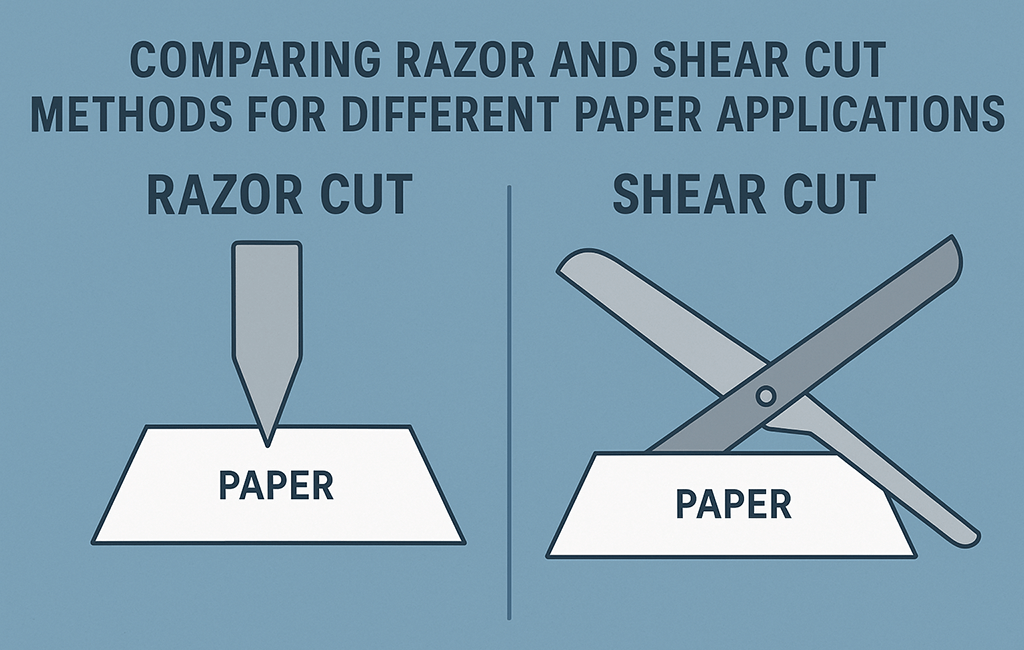
Slitting Section: Shear vs. Razor vs. Score Cut Methods
Shear Slitting (Recommended for 150+ g/m² kraft)
Shear slitting provides the cleanest edge with minimal dust generation. This method uses rotating knives that create a scissor-like cutting action. The result is superior edge quality for heavy grades.
Typical setups use 6″ diameter top knives paired with 7″ bottom anvils. Knife overlap ranges from 0.5–1.0 mm for heavyweight grades. Side load pressure of 150–200 PSI per knife station ensures consistent cutting.
Score Slitting Applications
Score slitting serves limited applications in corrugated manufacturing. This method works for specific linerboard grades requiring controlled delamination. Penetration depth typically reaches 60–80% of material caliper.
However, score slitting isn’t recommended for recycled content above 50%. The unpredictable fiber separation creates quality issues. Most corrugated plants avoid this method for standard production.
Razor Slitting Limitations
Razor slitting generally proves unsuitable for kraft above 125 g/m². Rapid blade degradation makes this method economically unfeasible. The exception involves tungsten carbide blades for specialized trim removal.
Rewind Technology and Tension Control Systems
Differential Rewind Advantages
Differential rewind systems provide individual spindle motor control. This compensates for cross-web caliper variations of ±3–5%. Each position winds at optimal tension for consistent roll formation.
Programmable taper tension reduces roll hardness by 15–25% from core to outside. A typical profile starts at 2.5 PLI at the core, tapering to 1.0 PLI at full diameter for optimal roll stability.
Center Wind vs. Surface Wind Selection Criteria
Center wind proves ideal for rolls above 60″ diameter. This method prevents starring by maintaining consistent torque. The web tension remains stable throughout the winding cycle.
Surface wind applications remain limited to specialty grades requiring extremely soft rolls. Most corrugated operations rely on center winding exclusively.
Combination winding optimizes large-diameter roll formation, using controlled nip pressure during initial winding stages, then transitioning to center winding as diameter increases.
Optimizing Slitting Parameters for Different Kraft Paper Grades
Linerboard Slitting Specifications
Corrugated linerboard grades present unique converting challenges. Their multi-ply construction and recycled content require precise parameter control. Each grade demands specific optimization for quality results.
42# Liner (205 g/m²) Parameters
The 42# liner represents the most common corrugated grade. Knife speed differential of 0.5–1.0% overspeed on the top knife ensures clean cutting. This slight speed difference creates optimal shearing action.
Recommended clearance ranges from 0.05–0.08 mm horizontal. Minimum slit width capability is 3″ for roll stability. Dust extraction requires 800–1,000 CFM per slitting station to maintain visibility.
56# Heavy Liner (275 g/m²) Requirements
Heavy liner grades demand increased side load pressure of 175–225 PSI. This additional force ensures complete penetration through thicker material. Knife material must be D2 tool steel minimum, with carbide preferred.
Regrind frequency extends to every 500,000–750,000 lineal feet. Web spreader rolls become essential to prevent slit closure during winding, maintaining separation between adjacent strips.
Medium Grade Converting Challenges
Corrugating medium requires precise edge quality for flute formation. Web breaks during corrugating devastate productivity. Proper slitting parameters prevent these costly interruptions.
26# Medium (127 g/m²) Specifications
The 26# medium needs careful shear angle adjustment of 0.5–1.0°. Maximum recommended slitting speed reaches 2,000 FPM; higher speeds compromise edge quality and increase dust generation.
Knife inspection intervals occur every 4 hours during continuous operation. Static elimination becomes mandatory due to low moisture content of 7–9%. Static control systems prevent web adhesion and improve runnability.
33# Heavy Medium (161 g/m²) Parameters
Heavy medium benefits from dual knife setup configurations. The primary cut uses 0.75 mm overlap for initial separation. A finish cut with 0.5 mm overlap ensures clean edges.
Web tension gradient requires 20–30% reduction from unwind to rewind. Core pressure requirements increase to 4,000–5,000 PSI to prevent slippage during high-speed winding.
How Does Automation Improve Heavy Roll Handling Efficiency?
Automatic Roll Loading and Unloading Systems
Hydraulic Roll Handling Equipment
Floor-level roll cars provide 10,000 lb capacity for safe transport. Automated core alignment uses laser positioning with ±0.125″ accuracy, ensuring proper roll placement every time.
Cycle time reduces from 5–7 minutes to 90 seconds for roll changes. Safety interlocks prevent operation during roll manipulation, eliminating crush injuries from manual handling.
Robotic Integration Benefits
Robotic systems eliminate operator injuries from heavy roll handling completely. They provide consistent roll positioning that reduces edge damage. Automatic core removal and disposal streamline operations further.
Integration with warehouse management systems enables inventory tracking. Real-time data updates maintain accurate roll counts, supporting production planning and purchasing decisions.
Real-Time Quality Monitoring
Vision System Applications
Edge inspection cameras detect burrs, tears, or angel hair instantly. Slit width measurement achieves ±0.010″ accuracy for precise converting, ensuring downstream equipment compatibility.
Automatic defect marking systems flag problems for removal. Data logging enables quality trending and troubleshooting, with historical analysis identifying patterns requiring process adjustment.
Tension Monitoring and Control
Load cells at each driven roll provide closed-loop tension feedback. This real-time data enables automatic compensation for diameter buildup, maintaining optimal tension throughout each roll.
Tension zone isolation prevents upstream and downstream interference. Each zone operates independently for maximum control, while historical data analysis identifies optimal tension profiles by grade.
What Are the Most Common Slitting Defects in Heavy Kraft Processing?
Understanding defect mechanisms enables targeted quality improvements. Each defect type requires specific detection and correction methods. Proper identification speeds problem resolution.
Edge Quality Issues and Solutions
Burr Formation
Burr formation stems from dull knives, incorrect clearance, or excessive speed. Detection occurs through tactile inspection or vision system flagging. These burrs cause web breaks and customer complaints.
The solution implements knife life tracking systems with optimized clearance settings. Prevention requires scheduling changes at 80% of proven knife life to maintain consistent quality.
Edge Weave or Wandering
Edge weave results from inconsistent web tension or mechanical misalignment. Edge position sensors measure variations with ±1 mm accuracy, identifying problems before quality degrades.
Automatic guiding systems correct position with response times under 100 ms. Long-term fixes require precision roll grinding to eliminate diameter variations causing web instability.
Roll Formation Defects
Telescoping in Heavy Rolls
Telescoping occurs from insufficient core pressure or tension variations. End offset exceeding 0.5″ per 12″ diameter indicates severe problems and can render rolls unusable for automatic handling.
Immediate remedy increases taper tension differential by 20–30%. Permanent solutions upgrade to hydraulic core chucks with pressure monitoring to maintain consistent clamping force.
Starring or Ridging
Starring develops from localized pressure points during winding. Roll hardness variation exceeding 5 Shore points indicates severity, causing converting problems and web breaks.
Corrective action implements programmed nip relief during acceleration. Prevention maintains consistent web path geometry through all speed ranges, with regular roll grinding to ensure uniform support.
Maintenance Best Practices for Slitting Machines Processing Heavy Kraft
Knife Maintenance Protocols
Daily Inspection Requirements
Visual examination uses 10× magnification to detect nicks or chips. Clearance verification with feeler gauges ensures ±0.001″ precision, preventing quality degradation between scheduled maintenance.
Side load pressure confirmation via hydraulic gauges maintains cutting force. All findings require documentation in maintenance management systems to support predictive maintenance programs.
Regrinding Specifications
Surface finish must achieve 8–16 microinches for optimal cutting performance. Angle tolerance stays within ±0.5° from specified shear angle, ensuring consistent cut quality.
Diameter reduction limits prevent knife failure at 0.5″ maximum. Post-grind inspection examines 100% of surfaces for grinding defects, significantly extending knife life.
Mechanical System Maintenance
Critical Wear Components
Unwind brake pads require replacement at 50% wear to maintain consistent tension control. Temperature monitoring identifies bearing problems before failure.
Idler roll bearings need attention when temperature rises 20°F above ambient. Drive belts and chains require weekly tension checks, with replacement at 5% elongation to prevent sudden failure.
Lubrication Management
Automatic lubrication systems ensure continuous operation without manual intervention. Grease compatibility verification prevents bearing damage in high-speed applications, with sealed systems used in dusty environments to prevent contamination.
Oil analysis programs monitor gearboxes and hydraulic systems. Regular sampling identifies wear particles before component failure, minimizing unexpected downtime.
Conclusion
Selecting and optimizing a slitting machine for paper in corrugated plant applications requires careful consideration. Heavy kraft paper rolls present unique challenges demanding specialized solutions. Success depends on matching equipment capabilities to specific production needs.
Modern slitting solutions must balance productivity, quality, and safety requirements. Robust mechanical designs handle 10,000-pound rolls reliably. Sophisticated tension control systems maintain precise web control throughout operation.