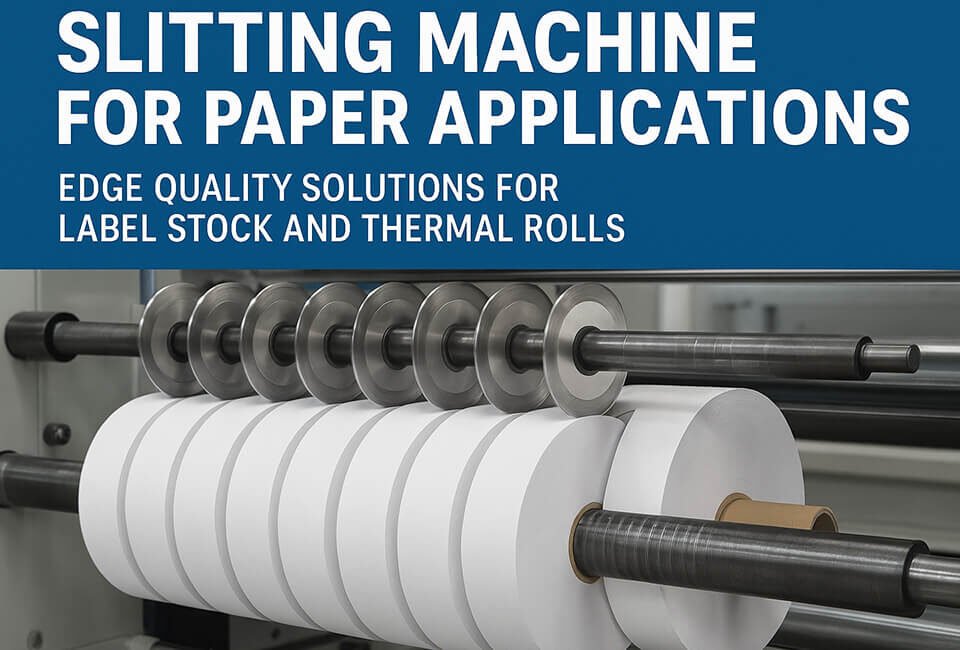

Edge dust is one of the most frustrating challenges when operating a slitting machine for paper, particularly with coated and art paper materials. This fine particulate contaminates your product, creates maintenance headaches, and causes quality issues. Dust-related problems can reduce production efficiency by up to 15% in high-volume converting operations.
Whether you’re processing glossy coated stock, matte art paper, or specialty UV-coated materials, understanding dust causes helps transform your operation. The right solutions can change your slitting process from a constant battle into smooth, efficient production.
Why Coated and Art Papers Generate More Dust During Slitting
Unlike uncoated papers where fibers are exposed and flexible, coated papers present unique challenges for your slitting machine for paper operations.
The Coating Layer Effect
Coated papers feature one or more layers of clay, calcium carbonate, or synthetic polymers applied to the base sheet. During slitting, these brittle coating layers fracture differently than the paper fibers underneath. This creates several dust-generating mechanisms:
- Micro-fracturing: The coating cracks ahead of the blade edge, creating particles 5-50 microns in size
- Delamination: Coating separates from the base sheet at the cut edge, releasing flakes
- Compression crushing: Excessive blade pressure pulverizes the coating rather than cutting cleanly
Material-Specific Dust Generation Factors
Different coating types produce varying dust characteristics. Understanding these differences helps you choose the right control strategies.
| Paper Type | Coating Composition | Dust Characteristics | Static Charge Level |
|---|---|---|---|
| Glossy Coated | Clay + Latex binder | Fine white powder | High (+++) |
| Matte Art Paper | Calcium carbonate + Starch | Coarse particles | Medium (++) |
| UV Coated | Acrylic polymers | Plastic-like chips | Very High (++++) |
| Soft-Touch Coated | Rubber-modified polymers | Sticky particles | Low (+) |
How Does Blade Selection Impact Dust Generation on Coated Papers?
Your choice of slitting blade is the single most critical factor in controlling edge dust. The wrong blade type or material can increase dust generation by 300% or more on sensitive coated stocks.
Blade Geometry for Dust Minimization
Optimal blade angles for coated paper vary based on material thickness and coating type. Here are proven configurations for different applications:
- Shear slitting: 1-3° cant angle with 0.5-1.0mm overlap
- Best for: Heavy coated stocks (200+ gsm)
- Dust reduction: 85-90% compared to crush cutting
- Razor slitting: 20-25° blade angle
- Best for: Light coated papers (80-150 gsm)
- Dust reduction: 70-75% with proper tension
- Score slitting: 45° penetration angle
- Best for: Multi-layer laminates
- Dust reduction: 60-65% (higher speed capability)
Blade Material Selection Matrix
Blade material significantly affects both cutting quality and dust generation. Harder materials maintain sharper edges longer, producing less dust over time.
| Blade Material | Hardness (HRC) | Edge Life | Best Coating Types | Dust Performance |
|---|---|---|---|---|
| Tungsten Carbide | 89-92 | Excellent | Abrasive clay coatings | Superior (★★★★★) |
| Ceramic Coated Steel | 75-78 | Very Good | UV/Aqueous coatings | Excellent (★★★★) |
| High-Speed Steel | 62-65 | Good | Standard art paper | Good (★★★) |
| Chrome-Plated Steel | 58-60 | Fair | Light coatings only | Fair (★★) |
What Are the Critical Setup Parameters for Dust-Free Slitting?
Even the best blade will generate excessive dust if your slitting machine for paper isn’t properly configured. These parameters require careful optimization for coated materials.
Web Tension Control
Proper web tension ensures clean cutting action through the coating layers. Too little tension allows the material to move during cutting, creating ragged edges and dust.
Optimal tension ranges by coating weight:
- Light coating (5-15 g/m²): 0.8-1.2 N/cm
- Medium coating (15-25 g/m²): 1.2-1.8 N/cm
- Heavy coating (25-40 g/m²): 1.8-2.5 N/cm
- Double-coated art paper: 2.0-3.0 N/cm
Pro tip: Insufficient tension causes the coating to chip rather than cut cleanly. Use load cells to monitor actual tension versus setpoint.
Blade Pressure and Penetration
The relationship between blade pressure and dust generation follows a U-shaped curve. Both too little and too much pressure create problems.
- Too light: Incomplete cutting causes tearing and delamination
- Optimal: Clean penetration through all layers
- Too heavy: Crushing and micro-fracturing of coating
Recommended starting points for different slitting methods:
- Shear slitting pressure: 20-30% of material tensile strength
- Razor blade penetration: 105-110% of total thickness
- Score cut depth: 60-70% for kiss cutting applications
Speed Optimization for Minimal Dust
Slitting speed significantly impacts dust generation through heat buildup and cutting dynamics. Higher speeds generate more friction heat, which can melt or degrade polymer-based coatings.
| Speed Range (m/min) | Heat Generation | Dust Level | Recommended For |
|---|---|---|---|
| 100-300 | Minimal | Low | Thick art papers, initial setup |
| 300-600 | Low | Low-Medium | Standard coated grades |
| 600-1000 | Medium | Medium | Light coatings with cooling |
| 1000-1500 | High | High | Only with advanced dust control |
How to Implement Effective Dust Extraction Systems
A properly designed dust extraction system is essential for any slitting machine for paper processing coated materials. Generic industrial vacuum systems often fail to capture the fine, electrostatically charged particles from coated papers.
Extraction System Design Principles
Effective dust extraction requires understanding the unique properties of coating dust. These particles are smaller and lighter than typical paper fibers.
Key specifications for coated paper dust:
- Particle size range: 5-100 microns (majority 10-30 microns)
- Minimum air velocity at pickup: 15-20 m/s
- Filtration efficiency: HEPA (99.97% at 0.3 microns) for recirculated air
- Static dissipation: Conductive ductwork with grounding points every 3 meters
Pickup Point Configuration
Strategic placement of extraction nozzles maximizes dust capture efficiency. Multiple pickup points work better than a single large extraction system.
- Primary extraction point: 10-15mm from blade exit side
- Captures 60-70% of generated dust
- Use slot-type nozzle spanning full web width
- Secondary extraction: Below slitting station
- Catches settling particles
- Prevents accumulation on machine surfaces
- Tertiary extraction: At first roller after slitting
- Removes particles adhering to web
- Critical for preventing downstream contamination
What Role Does Static Control Play in Dust Management?
Static electricity causes dust particles to adhere to the web, machinery, and surrounding environment. Coated papers generate particularly high static charges due to their smooth, non-conductive surfaces.
Comprehensive Static Management Strategy
Effective static control requires multiple approaches working together. No single solution eliminates all static-related dust problems.
1. Active Ionization Systems
- AC ionizing bars: Position 50-100mm from web surface
- Pulsed DC systems: Better for high-speed operations (>800 m/min)
- Shockless static bars: Essential for operator safety near slitting station
2. Environmental Control
- Maintain relative humidity: 50-55% optimal for coated papers
- Temperature stability: ±2°C to prevent condensation
- Air ionization: Background ionization reduces recharge rate
3. Material Handling Modifications
- Conductive idler rollers: Carbon-filled rubber or conductive coatings
- Grounded machine frame: Resistance <1 ohm to true ground
- Anti-static topical treatments: Apply sparingly to avoid coating contamination
Step-by-Step Troubleshooting Guide for Dust Issues
When dust problems persist despite proper setup, systematic troubleshooting helps identify root causes quickly. Follow this diagnostic approach to isolate issues.
Diagnostic Flowchart
- Is dust generation sudden or gradual?
- Sudden → Check blade condition (go to step 2)
- Gradual → Likely blade wear (go to step 3)
- Inspect blade edge under magnification:
- Visible chips/damage → Replace immediately
- Edge looks good → Check blade pressure (go to step 4)
- Measure blade wear:
- >0.02mm edge rounding → Schedule replacement
- <0.02mm → Check material changes (go to step 5)
- Verify blade pressure settings:
- Use pressure-sensitive film to check actual vs. set pressure
- Adjust in 5% increments until optimal
- Analyze material variations:
- Check coating weight certificate
- Verify moisture content (should be 6-8%)
- Test web tension across width
Common Dust Patterns and Solutions
Different dust patterns indicate specific problems. This reference table helps quickly identify and resolve common issues.
| Dust Pattern | Likely Cause | Immediate Action | Long-term Solution |
|---|---|---|---|
| Heavy dust one edge only | Uneven blade pressure | Adjust blade holder levelness | Check machine frame alignment |
| Dust increases with speed | Heat buildup | Reduce speed 20% | Install blade cooling system |
| Intermittent dust clouds | Web flutter | Increase web tension | Add tension isolation roller |
| Dust despite new blade | Wrong blade angle | Verify cant angle setting | Consult blade manufacturer |
Advanced Techniques for Specialty Coated Papers
Modern specialty coatings require adapted approaches beyond standard slitting practices. Each coating type presents unique challenges requiring specific solutions.
UV-Coated Stock Considerations
UV coatings present unique challenges due to their hard, plastic-like surface. Traditional cutting methods often create excessive dust with these materials.
- Pre-scoring technique: Create controlled fracture line before main cut
- Ultrasonic enhancement: 20-40 kHz vibration reduces cutting force by 30%
- Cryogenic cooling: Liquid CO2 spray embrittles coating for cleaner fracture
Soft-Touch and Rubber-Based Coatings
These materials tend to generate sticky, difficult-to-extract dust. Special techniques prevent particle buildup on blades and equipment.
- Teflon-coated blades: Prevent particle adhesion
- Oscillating cut action: 0.5-1.0mm lateral movement prevents buildup
- Solvent cleaning systems: Automated blade cleaning every 10,000 meters
Multi-Layer Laminated Papers
Different layers may require different cutting approaches. Progressive cutting techniques minimize delamination and dust generation.
- Progressive cutting: Multiple blade stations for each layer
- Differential speeds: Vary blade rotation for optimal layer separation
- Interlayer lubrication: Silicone spray reduces delamination dust
Calculating the True Cost of Dust-Related Downtime
Understanding the financial impact helps justify investments in dust control. Many operators underestimate the total cost of dust-related issues.
Direct Costs
These costs are easily quantifiable and directly impact your bottom line:
- Product waste: 2-5% rejection rate from dust contamination
- Cleaning labor: 30-60 minutes per shift for manual cleaning
- Premature blade replacement: 25-40% shorter life in dusty conditions
- Filter replacements: $200-500 monthly for high-dust operations
Indirect Costs
These hidden costs often exceed direct costs but are harder to calculate:
- Customer complaints: Quality issues leading to returns
- Equipment wear: Dust ingress shortens bearing and roller life
- Health and safety: Potential respiratory hazards require PPE
- Opportunity cost: Lost production during cleaning cycles
Typical ROI for comprehensive dust control: 6-12 months based on prevention of 2 hours weekly downtime
Maintenance Protocols for Sustained Dust Control
Consistent maintenance is crucial for keeping your slitting machine for paper operating at peak dust-control efficiency. Regular attention prevents small issues from becoming major problems.
Daily Maintenance Checklist
These quick checks take only minutes but prevent hours of troubleshooting:
- ☐ Inspect blade edges for visible wear or damage
- ☐ Check extraction system air flow (should maintain specified velocity)
- ☐ Clean static bars with isopropyl alcohol
- ☐ Verify blade pressure settings match run specifications
- ☐ Empty dust collection bins before 75% full
Weekly Maintenance Tasks
More thorough weekly inspections catch developing problems before they affect production:
- ☐ Measure blade wear with micrometer
- ☐ Clean all extraction ductwork joints
- ☐ Test static elimination effectiveness with field meter
- ☐ Lubricate blade holder adjustment mechanisms
- ☐ Document dust levels for trend analysis
Monthly Deep Maintenance
Monthly maintenance addresses system-wide issues and ensures long-term reliability:
- ☐ Replace extraction system pre-filters
- ☐ Calibrate web tension sensors
- ☐ Align blade holders using dial indicators
- ☐ Inspect and clean ionizing bar emitter points
- ☐ Review dust generation logs for patterns
For more maintenance tips, see our guide on slitting machine preventive maintenance schedules.
Future Developments in Dust-Free Slitting Technology
Emerging technologies promise even better dust control for coated paper converting. These innovations may revolutionize how we approach slitting operations.
Laser Slitting Systems
CO2 and fiber lasers offer contactless cutting with minimal dust generation. Current limitations include speed (max 500 m/min) and edge sealing effects on some coatings.
Plasma Treatment Integration
In-line plasma treatment before slitting modifies coating surface energy. This reduces fracture and dust formation by up to 40% in laboratory tests.
AI-Driven Optimization
Machine learning algorithms analyze dust sensor data in real-time. The system automatically adjusts blade pressure, speed, and extraction parameters for optimal performance.
Nano-Coating Blade Technology
Diamond-like carbon (DLC) and other nano-coatings promise exceptional durability. These blades maintain consistently low dust generation throughout their extended wear cycle.
Conclusion: Achieving Dust-Free Excellence
Eliminating edge dust when operating a slitting machine for paper requires a comprehensive approach. Success comes from combining proper blade selection, optimized machine setup, effective extraction systems, and diligent maintenance.
For coated and art paper materials, understanding how different coating types interact with cutting forces is crucial. Each coating requires targeted solutions for optimal results.
By following the techniques outlined in this guide, you can reduce dust generation by 85-95% compared to conventional setups. From selecting tungsten carbide blades for abrasive clay coatings to implementing three-point dust extraction systems, each improvement contributes to overall success.
The investment in proper dust control typically pays for itself within 6-12 months. Benefits include reduced downtime, improved product quality, and extended equipment life.
Remember that dust control is not a one-time setup but an ongoing process. Regular monitoring and adjustment ensure continued success. Use the diagnostic flowchart when issues arise, maintain consistent preventive maintenance schedules, and stay informed about emerging technologies.
Whether you’re converting high-gloss UV-coated stock or delicate soft-touch art papers, these principles and practices will help you succeed. You’ll achieve the clean, precise edges your customers demand while maintaining a safe, efficient production environment.