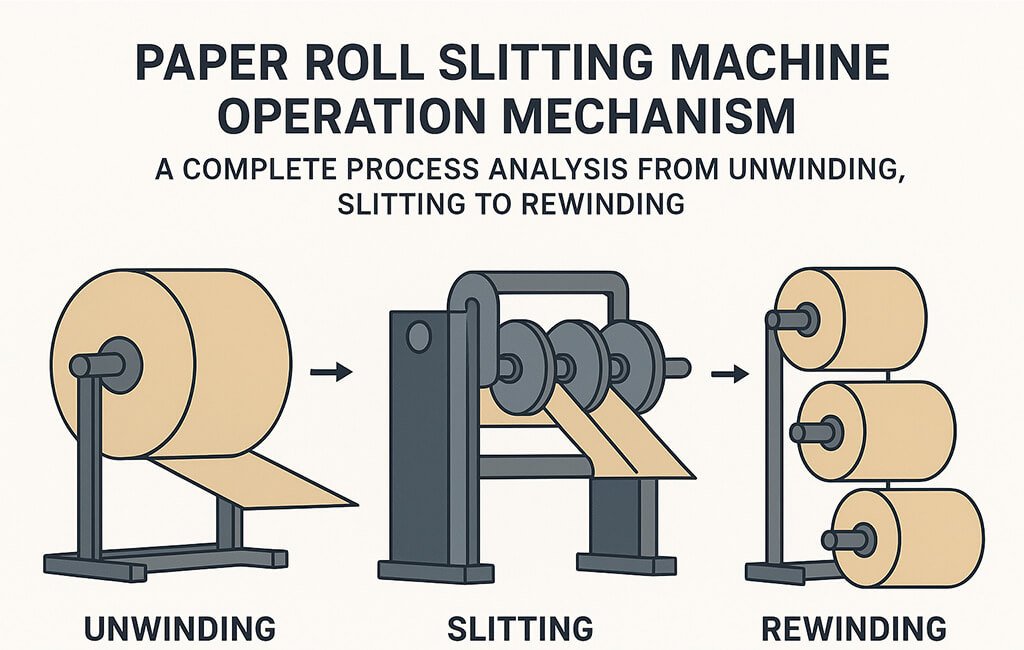
A paper roll slitting machine transforms jumbo paper rolls into precisely sized narrower rolls through a continuous process of unwinding, slitting, and rewinding. Understanding each operational phase ensures optimal product quality and production efficiency.
This technical guide examines the complete operation mechanism, from initial web handling through final roll formation. Each process stage requires specific parameters and controls for successful paper conversion.
What Are the Three Main Process Sections of a Paper Roll Slitting Machine?
The machine operates through three integrated sections: unwinding, slitting, and rewinding. Each section performs critical functions that determine final product quality.
The unwinding section controls jumbo roll rotation and web tension. The slitting section separates the web into multiple strips using precision blades. The rewinding section forms finished rolls with proper tension and alignment.
Unwinding Section Components and Operation
The unwinding station centers around pneumatic or hydraulic expanding shafts that grip the jumbo roll core. Shaft pressure typically ranges from 4-8 bar depending on core diameter and roll weight.
A paper support shaft assembly stabilizes the unwinding roll, preventing deflection during high-speed operation. This assembly includes adjustable support rollers positioned beneath the roll periphery.
Magnetic powder brakes control unwinding tension through variable torque application. Brake torque adjusts automatically based on roll diameter calculations and desired web tension setpoints.
Slitting Section Configuration
The slitting station houses blade holders, anvil rollers, and positioning mechanisms. Blade holders mount on precision linear guides for accurate width adjustment.
Photoelectric edge guides maintain web alignment entering the slitting zone. These sensors detect lateral web position and activate steering rollers for correction within ±0.5mm accuracy.
Dust extraction systems position vacuum ports directly adjacent to slitting points. Extraction rates vary from 500-2000 CFM depending on paper grade and slitting speed.
Rewinding Section Mechanisms
Rewinding configurations include single-drum and two-drum designs. Single-drum systems suit lightweight papers below 60gsm, while two-drum configurations handle heavier grades up to 400gsm.
Slitted gap opening mechanisms separate individual strips before rewinding. These pneumatic or mechanical spreaders create 5-20mm gaps between adjacent strips.
Core chucks grip finished roll cores with 4-6 bar pressure. Differential rewinding shafts allow speed variations between rolls to maintain consistent tension across all positions.
Process Flow Sequence and Control Parameters
Operation begins with jumbo roll loading onto the unwind shaft. The operator threads the web through the machine following a specific path through guide rollers, tension sensors, and slitting blades.
Web tension divides into four distinct zones throughout the process. Each zone requires independent control for optimal results.
| Process Parameter | Typical Range | Paper Grade Application | Control Method |
|---|---|---|---|
| Unwind Tension | 0.5-2.0 N/cm | 30-100gsm: 0.5-1.0 100-400gsm: 1.0-2.0 |
Magnetic powder brake with diameter compensation |
| Pre-slit Tension | 0.8-2.5 N/cm | Newsprint: 0.8-1.2 Coated: 1.5-2.5 |
Floating roller with load cell feedback |
| Post-slit Tension | 0.6-2.0 N/cm | Tissue: 0.6-1.0 Board: 1.5-2.0 |
Nip roller pressure adjustment |
| Rewind Tension | 0.4-1.8 N/cm | Film laminated: 0.4-0.8 Kraft: 1.2-1.8 |
Torque motor or clutch control |
| Slitting Speed | 50-600 m/min | Lightweight: 300-600 Heavy grade: 50-200 |
AC vector drive with encoder feedback |
| Blade Penetration | 0.5-2.0mm | Razor: 0.5-1.0 Shear: overlap 0.1-0.3 |
Micrometer adjustment with dial indicator |
| Slit Width Tolerance | ±0.5-1.0mm | Precision: ±0.5 Standard: ±1.0 |
Blade positioning accuracy and web tension stability |
Tension Zone Analysis
The unwind zone maintains constant tension despite decreasing roll diameter. Floating roller systems detect tension variations and adjust brake torque accordingly.
Pre-slit tension stabilizes the web entering blade contact. This zone often runs 20-30% higher tension than the unwind zone to ensure clean cutting.
Post-slit tension drops slightly to prevent strip wandering. Individual strips may experience different tensions based on width and position.
Rewind tension tapers throughout roll buildup. Starting tension typically reduces by 30-50% as roll diameter increases to prevent crushing inner wraps.
How Do Different Slitting Methods Affect Paper Quality?
Three primary slitting methods serve different paper grades and quality requirements. Method selection depends on paper thickness, coating presence, and edge quality specifications.
Each method produces distinct edge characteristics that influence downstream processing and end-use performance. Understanding these differences guides optimal method selection.
Razor Cut Method
Razor slitting uses thin blades (0.1-0.4mm) penetrating into grooved anvil rollers. This method suits papers from 30-150gsm with minimal coating.
Blade angles range from 15-45 degrees relative to the web. Steeper angles increase blade life but may compromise edge quality on coated grades.
Typical blade materials include:
- Carbon steel for general-purpose cutting
- Stainless steel for corrosion resistance
- Ceramic-coated variants for extended life
Blade life varies from 8-48 hours depending on paper abrasiveness and speed.
Shear Cut Method
Shear slitting employs paired rotary knives with controlled overlap. Upper and lower knives create a scissor action for clean edges on papers from 60-400gsm.
Knife overlap settings range from 0.1-0.3mm. Excessive overlap causes dust generation while insufficient overlap produces ragged edges.
Side clearance between knives measures 0.02-0.08mm. Tighter clearances improve edge quality but require more frequent adjustment.
Crush Cut Method
Crush cutting presses a dull blade against a hard anvil roller. This method handles difficult materials like wet-strength papers or nonwovens.
Blade pressure requirements exceed other methods, typically 50-200 N/cm of blade length. Anvil hardness must exceed 60 HRC for acceptable blade life.
Edge quality ranks lowest among the three methods but provides reliability for challenging materials. Dust generation remains minimal due to the crushing action.
Web Guiding and Alignment Systems
Accurate web tracking prevents edge weaving and ensures consistent slit widths. Modern machines employ multiple guidance systems throughout the web path.
Photoelectric sensors detect web edge position with ±0.1mm resolution. These sensors trigger hydraulic or pneumatic actuators that pivot guide rollers for correction.
Sensor Placement Strategy
Primary edge sensors mount 1-2 meters before the slitting point. This distance allows sufficient correction time without inducing web wrinkles.
Secondary sensors after slitting verify individual strip alignment. These sensors primarily monitor outside strips where misalignment appears first.
Ultrasonic sensors complement photoelectric systems for clear films or challenging lighting conditions. Response times typically measure 50-200 milliseconds.
Guide Roller Configurations
Steering rollers pivot on precision bearings to shift web position. Maximum correction angles range from ±2 to ±5 degrees depending on web width.
Displacement rollers move laterally without angular change. These systems suit narrow webs or applications requiring minimal tension disturbance.
Spreading rollers feature spiral grooves or adjustable bow to remove wrinkles. Bow adjustments range from flat to 50mm center displacement.
What Causes Common Paper Slitting Defects?
Defect prevention requires understanding root causes and systematic troubleshooting. Most issues trace to improper settings, worn components, or material variations.
Regular inspection and preventive maintenance minimize defect occurrence. Operators should document defect patterns to identify recurring issues.
Troubleshooting Checklist
- Telescoping Rolls:
- Verify rewind tension taper settings (reduce ending tension 30-50%)
- Check core chuck pressure uniformity across width
- Inspect rider roller pressure and alignment
- Confirm slitted gap opening prevents strip interference
- Edge Burrs or Fraying:
- Measure blade sharpness (replace if edge radius >0.05mm)
- Verify knife overlap/clearance settings per grade
- Check anvil roller condition and runout (<0.02mm TIR)
- Adjust web tension in slitting zone
- Dust Accumulation:
- Inspect vacuum extraction flow rates and filter condition
- Position extraction ports within 25mm of slitting point
- Add static elimination bars for synthetic materials
- Increase extraction CFM for heavily filled papers
- Wrinkles or Baggy Edges:
- Verify spreading roller bow adjustment
- Check tension profile across web width
- Inspect for damaged idler rollers causing drag
- Confirm proper web threading path
- Width Variations:
- Calibrate blade positioning system (±0.1mm accuracy)
- Verify web guiding sensor alignment and response
- Check for mechanical play in blade holders
- Monitor web tension stability (±5% maximum variation)
Dust Extraction and Static Control
Paper slitting generates dust particles requiring active removal. Extraction system design significantly impacts product quality and operator environment.
Static electricity compounds dust problems by attracting particles to web surfaces. Integrated static elimination prevents quality issues and safety hazards.
Extraction System Components
Vacuum hoods position directly above and below slitting points. Hood openings measure 25-50mm wide to capture airborne particles without disturbing web stability.
Ductwork sizing follows industrial ventilation standards. Minimum transport velocities range from 3500-4500 FPM for paper dust.
Filtration systems employ baghouse or cartridge designs. Filter media selection considers particle size distribution, typically 1-50 microns for paper dust.
Static Elimination Methods
Active static bars generate ionized air to neutralize web charges. Installation locations include unwind, pre-slit, and rewind zones.
Passive static brushes provide economical solutions for lower speeds. Carbon fiber or stainless steel bristles contact the web surface directly.
Humidity control maintains 45-55% RH to reduce static generation. This range balances static control with dimensional stability concerns.
Setting Procedures for Different Paper Grades
Grade changes require systematic adjustment of multiple parameters. Documented procedures ensure consistent quality across production runs.
Operators should maintain setup sheets recording optimal settings for each grade. These records accelerate changeovers and troubleshooting.
Lightweight Papers (30-60gsm)
Reduce all tension zones to minimum stable values. Unwind tension typically runs 0.5-0.8 N/cm with minimal taper to rewind.
Select razor slitting with sharp blades and minimal penetration. Blade angles of 20-25 degrees balance edge quality with blade life.
Increase dust extraction to maximum capacity. Lightweight papers generate more airborne particles requiring aggressive removal.
Medium Weight Papers (60-150gsm)
Standard tension settings apply for most grades. Coated papers may require 20-30% higher tensions for clean slitting.
Either razor or shear methods produce acceptable results. Shear cutting often preferred for coated grades to minimize delamination.
Moderate extraction rates suffice unless heavily filled. Clay-coated grades may require enhanced static elimination.
Heavyweight Papers (150-400gsm)
Maximum tension zones approach equipment limits. Rewind taper becomes critical to prevent roll crushing or starring.
Shear slitting provides superior edge quality. Crush cutting serves as alternative for difficult grades like wet-strength.
Standard extraction rates handle most grades. Focus shifts to edge trim handling and waste removal systems.
Maintenance Requirements and Blade Management
Preventive maintenance schedules ensure consistent performance and minimize unplanned downtime. Daily, weekly, and monthly tasks target different system components.
Blade management represents the most frequent maintenance activity. Systematic replacement and adjustment maintain cut quality.
Daily Maintenance Tasks
Inspect blade condition for visible wear or damage. Replace blades showing edge rounding, chipping, or buildup.
Clean photoelectric sensors and verify proper operation. Dust accumulation degrades sensor performance rapidly.
Check vacuum system filters and empty collection bins. Overloaded systems lose extraction efficiency.
Weekly Maintenance Procedures
Calibrate tension control systems using certified test equipment. Load cells drift over time affecting process stability.
Lubricate linear guides and adjustment mechanisms. Proper lubrication prevents binding and maintains positioning accuracy.
Verify blade positioning accuracy across full adjustment range. Document any deviation from specifications.
Monthly Maintenance Activities
Inspect anvil rollers for wear patterns or damage. Resurface or replace rollers showing grooves exceeding 0.1mm depth.
Test emergency stop systems and safety interlocks. Confirm proper operation of all protective devices.
Review blade consumption records and adjust replacement intervals. Optimize blade life while maintaining quality standards.
Integration with Production Planning
Efficient slitting operations require coordination with upstream and downstream processes. Production scheduling must consider setup times and material availability.
Order consolidation reduces blade changes and width adjustments. Grouping similar widths and grades maximizes productivity.
Setup Time Optimization
Standard blade positioning patterns accelerate changeovers. Common width combinations should have predetermined blade locations.
Quick-change blade holders reduce individual blade replacement time. Cartridge systems allow offline blade preparation.
Automated positioning systems store width recipes. Recall functions reduce setup errors and adjustment time.
Quality Control Integration
In-line width measurement verifies slit accuracy. Laser or ultrasonic sensors provide real-time width data.
Edge inspection systems detect defects immediately. Camera-based systems identify burrs, tears, or contamination.
Roll hardness profiling ensures consistent winding. Durometer measurements across roll width reveal tension issues.
Glossary
- Anvil Roller:
- Hardened steel roller providing backing surface for razor and crush cutting methods. Surface hardness typically exceeds 58 HRC.
- Blade Penetration:
- Distance a razor blade extends into the anvil roller groove, typically 0.5-2.0mm depending on material thickness.
- Core Chuck:
- Expanding mechanism that grips rewinding cores internally. Pneumatic or mechanical expansion provides 4-6 bar gripping pressure.
- Floating Roller:
- Pivoting roller assembly that moves vertically with web tension changes. Load cells measure roller position for tension feedback.
- Knife Overlap:
- Vertical overlap distance between upper and lower shear knives, typically 0.1-0.3mm for optimal cutting.
- Slitted Gap Opening:
- Mechanical spreading of slit strips before rewinding. Prevents adjacent strips from interfering during roll formation.
- Web Guiding:
- Automatic lateral positioning system maintaining web alignment. Uses edge sensors and steering rollers for correction.
- Width Recipe:
- Stored blade positioning pattern for specific product configurations. Enables rapid changeover between standard widths.
Conclusion
Successful paper roll slitting machine operation demands understanding of each process phase from unwinding through rewinding. Proper parameter selection, maintenance procedures, and troubleshooting skills ensure consistent product quality.
The integration of tension control, blade management, and web guiding systems determines overall performance. Operators mastering these elements achieve optimal efficiency and minimal waste generation.
Continued advancement in sensor technology and control systems enhances precision while reducing setup complexity. However, fundamental understanding of the slitting process remains essential for effective operation.