Selecting the right kraft paper slitting machine requires careful consideration of material properties, production requirements, and technical specifications. Kraft paper’s unique characteristics—including varying densities, fiber directions, and dust generation—demand specific machine capabilities.
This guide addresses the ten most critical questions buyers should ask when evaluating slitting equipment for kraft paper applications. From blade selection to dust management systems, each consideration directly impacts productivity, edge quality, and operational efficiency.
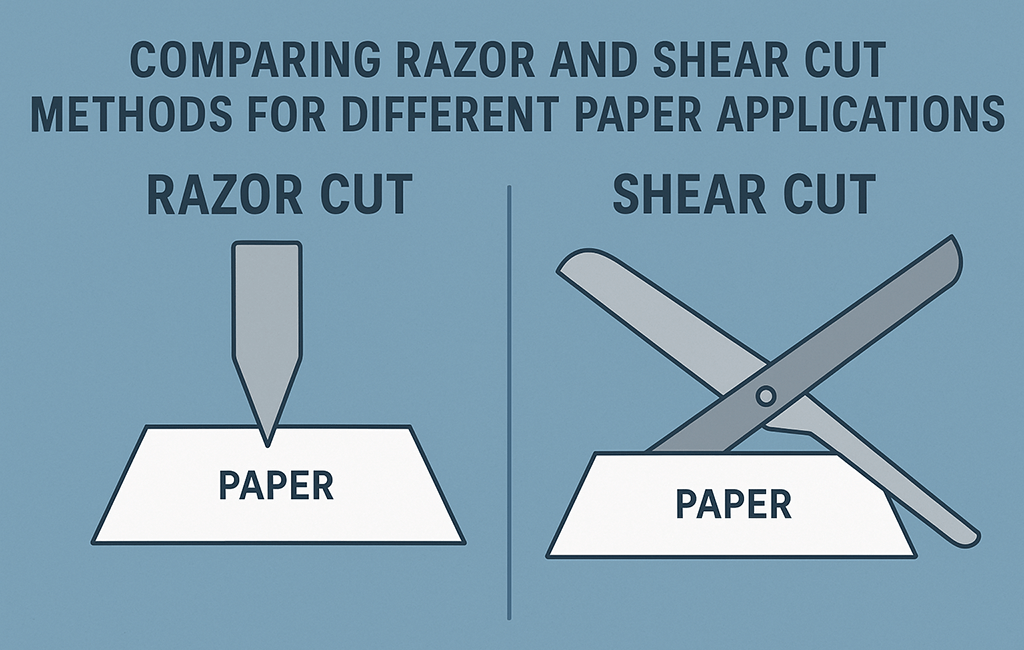
1. Which Slitting Method Works Best for Different Kraft Paper Grades?
The optimal slitting method depends on kraft paper weight, density, and intended application. Three primary methods serve different grade requirements.
Razor Slitting
Razor slitting works best for lightweight kraft papers (30-80 g/m²). The blade penetrates through material with minimal force, creating clean edges on single-ply sheets. This method minimizes dust generation but requires frequent blade replacement on heavier grades.
Shear Slitting
Shear slitting provides ideal results for medium to heavy kraft papers (80-300 g/m²). Rotary shear cutting delivers superior edge quality and longer blade life. The scissor-like action between upper and lower blades handles multi-ply kraft effectively while maintaining consistent slit widths.
Crush Cut Slitting
Crush cut slitting suits specialized applications with kraft papers above 300 g/m². This method uses a hardened blade against an anvil roller. It accommodates thickness variations but potentially creates more dust and requires higher blade pressure settings.
2. How Do I Size Dust Extraction Systems for Kraft Paper Operations?
Kraft paper generates significant fibrous dust during slitting operations. Properly sized extraction systems maintain clean working conditions. System capacity depends on material characteristics and production parameters.
Extraction Volume Calculations
Base extraction requirements on slitting speed and paper grade for optimal performance. Light kraft papers require 800-1200 CFM per slitting station. Heavy grades need 1200-2000 CFM to maintain clean operation.
Collection Point Design
Position extraction hoods within 2-4 inches of blade contact points for maximum effectiveness. Include adjustable baffles to accommodate different slit widths. Secondary collection points at rewind stations capture airborne particles.
Filtration Requirements
HEPA filtration captures particles down to 0.3 microns effectively. Bag-style collectors with automatic cleaning cycles prevent filter clogging. Monitor differential pressure to maintain consistent extraction performance.
3. What Tension Control Settings Should I Use for Varying Kraft Paper Densities?
Proper web tension prevents wrinkles, ensures clean cuts, and maintains roll quality. Kraft paper density directly influences optimal tension settings.
| Kraft Grade | Density (g/m²) | Unwind Tension | Slitting Zone Tension | Rewind Tension | Application Notes |
|---|---|---|---|---|---|
| Lightweight | 30-60 | 0.5-0.8 PLI | 0.6-0.9 PLI | 0.4-0.7 PLI | Minimize to prevent stretching |
| Standard | 60-120 | 0.8-1.2 PLI | 1.0-1.4 PLI | 0.7-1.1 PLI | Balance tension across web width |
| Heavy | 120-200 | 1.2-1.8 PLI | 1.4-2.0 PLI | 1.0-1.6 PLI | Account for material stiffness |
| Extra Heavy | 200-300 | 1.8-2.5 PLI | 2.0-2.8 PLI | 1.6-2.3 PLI | Monitor for core crushing |
| Multi-ply | Variable | Custom | Custom | Custom | Calculate based on combined thickness |
Tension Control System Features
Load cell feedback maintains consistent tension across speed changes throughout production. Dancer roll systems accommodate splice thickness variations effectively. Programmable tension taper prevents telescoping on finished rolls.
4. When Should I Replace Blades Based on Kraft Paper Wear Patterns?
Blade life varies significantly with kraft paper properties and operating conditions. Establishing replacement schedules prevents quality issues and unplanned downtime.
Wear Indicators
Monitor edge quality deterioration as the primary replacement trigger. Increased dust generation signals blade dulling. Measure slit width variations exceeding ±0.5mm.
Typical Blade Life Expectations
- Razor blades on lightweight kraft: 500,000-800,000 linear meters
- Shear blades on standard kraft: 2-4 million linear meters
- Crush cut blades on heavy kraft: 1-2 million linear meters
- Tungsten carbide blades: 3-5x standard blade life
Maintenance Schedule Optimization
Track blade hours against material grades processed for accurate predictions. Schedule replacements during planned maintenance windows. Maintain spare blade inventory based on historical usage patterns.
5. How Do I Handle Edge Trimming and Waste Management?
Effective trim removal systems maintain clean operation and maximize material utilization. Kraft paper trim requires specific handling considerations.
Trim Removal Methods
Pneumatic trim systems evacuate edge strips immediately after cutting. Venturi-style collectors handle narrow trims under 25mm effectively. Mechanical choppers reduce trim volume for wider edge strips.
Waste Processing Options
Inline shredders convert trim into recyclable fiber efficiently. Compactors reduce waste volume by 80-90%. Balers create dense packages for efficient recycling transport.
Edge Quality Standards
Maintain trim widths between 5-15mm for optimal removal performance. Monitor trim edges for tears or incomplete cuts. Adjust blade overlap to ensure complete separation without excessive trim generation.
6. What Core Specifications Does Kraft Paper Slitting Require?
Core selection impacts winding quality, handling efficiency, and customer satisfaction. Kraft paper’s weight and stiffness demand specific core parameters.
Core Diameter Requirements
- 3-inch cores: Standard for rolls under 500mm diameter
- 6-inch cores: Heavy kraft or rolls exceeding 500mm diameter
- Custom cores: Application-specific requirements
Core Strength Specifications
Calculate core wall thickness based on roll weight and handling requirements. Spiral-wound cores provide consistent strength throughout. Specify moisture-resistant adhesives for humid environments.
Core Chuck Compatibility
Ensure chuck expansion range accommodates core ID tolerances effectively. Pneumatic chucks distribute clamping force evenly. Safety chucks prevent core slippage during acceleration.