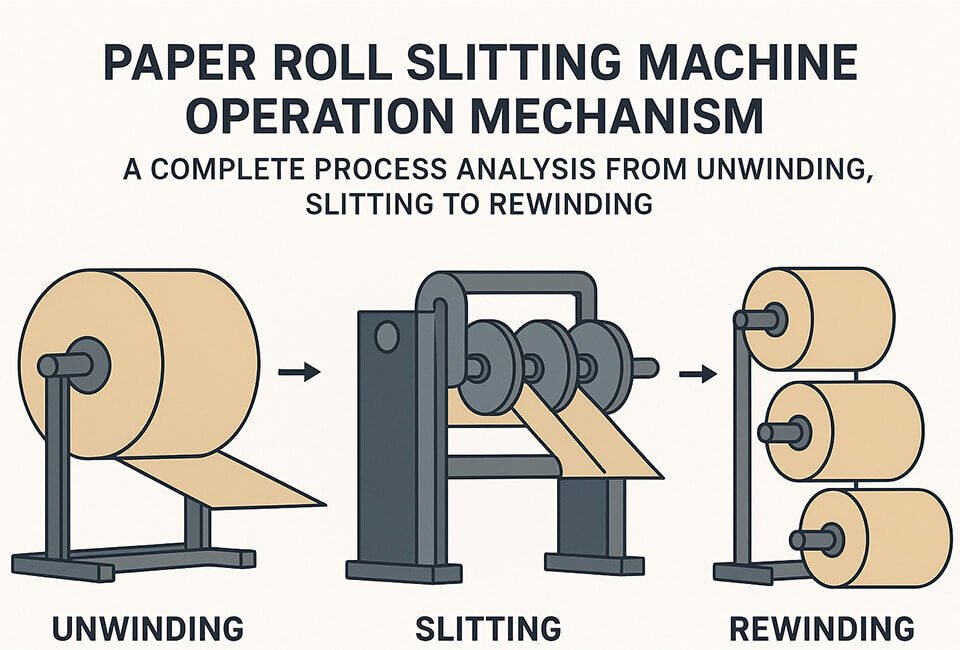
Film slitting machines require precise calibration and maintenance to deliver consistent quality across various polymer substrates. Understanding common failure modes and their root causes enables operators to quickly diagnose issues and implement effective solutions.
This comprehensive troubleshooting guide addresses the most frequent problems encountered in film slitting operations. From tension control irregularities to edge quality defects, these proven diagnostic procedures ensure optimal machine performance. Whether working with BOPP, PET, PE, or specialty films, these corrective actions maintain production efficiency.
What Are the Main Components That Fail in Film Slitting Machines?
Critical system failures typically occur in tension control mechanisms, blade assemblies, and winding systems. Each component plays a vital role in maintaining slit quality and production efficiency.
The most failure-prone components include tension sensors, blade holders, differential shafts, and web tracking systems. Regular inspection and calibration of these elements prevents unexpected downtime and quality issues.
Tension Control System Failures
Tension control represents the foundation of successful film slitting operations. Load cells and diameter sensors must maintain precise calibration to ensure consistent web tension across all zones.
Common tension-related failures include sensor drift, improper zone balancing, and inadequate response to diameter changes. These issues manifest as wrinkles, telescoping (lateral roll shifting), or web breaks during production runs.
Blade Assembly Problems
Blade wear patterns, improper clearance settings, and contamination buildup significantly impact cut quality. Different blade configurations—razor, shear, or crush cut—exhibit unique failure characteristics requiring specific diagnostic approaches.
Edge defects such as burr formation, angel hair (fine filaments), and dust generation often trace back to blade condition or setup parameters. Understanding blade-material interactions helps identify root causes quickly.
How Do You Diagnose Winding Defects in Film Slitting?
Systematic inspection of wound rolls reveals valuable information about machine performance. Visual defects, dimensional variations, and roll hardness patterns indicate specific mechanical or operational issues.
Key diagnostic indicators include telescoping severity, edge alignment, roll density variations, and surface impressions. Each symptom correlates with particular machine parameters requiring adjustment.
Common Winding Defects and Solutions
| Defect Type | Visual Indicators | Primary Causes | Corrective Actions |
|---|---|---|---|
| Telescoping | Lateral roll shift >5mm | Uneven tension, core misalignment | Adjust taper tension, verify core placement |
| Starring | Radial ridges from core | Excessive nip pressure, improper core fit | Reduce lay-on roll pressure, check core ID tolerance |
| Gauge bands | Circumferential ridges | Thickness variations, tension oscillation | Calibrate tension control, inspect incoming material |
| Tin-canning | Buckled edges, loose wraps | Insufficient edge tension, spread issues | Increase edge tension 10-15%, adjust spreader angle |
| Blocking | Layer adhesion | Excessive pressure, temperature, static | Reduce winding tension, install static eliminators |
Film Slitting Machine Parameter Specifications
Optimal operating parameters vary significantly based on material properties and thickness. The following specifications provide baseline settings for common film types.
| Material Type | Tension Range (N) | Blade Angle (°) | Overlap (mm) | Speed Range (m/min) | Temperature (°C) |
|---|---|---|---|---|---|
| BOPP (20-40μm) | 0.5-2.0 | 15-25 | 0.5-1.0 | 200-600 | 20-25 |
| PET (12-50μm) | 2.0-5.0 | 20-30 | 0.8-1.5 | 150-500 | 22-28 |
| PE (30-200μm) | 0.3-1.5 | 10-20 | 0.3-0.8 | 100-400 | 18-23 |
| PVC (50-300μm) | 1.0-3.0 | 25-35 | 1.0-2.0 | 50-300 | 20-25 |
| Nylon (15-25μm) | 1.5-3.5 | 15-25 | 0.5-1.2 | 100-350 | 20-24 |
Note: Parameters require adjustment based on specific material grades, environmental conditions, and quality requirements. Always verify settings through trial runs.
What Causes Static Electricity Problems During Film Slitting?
Static charge accumulation creates multiple operational challenges including material wrapping, dust attraction, and operator safety hazards. Low humidity environments and high-speed operations exacerbate static generation through triboelectric effects.
Effective static control requires understanding charge generation mechanisms and implementing appropriate countermeasures. Active ionization systems, conductive materials, and environmental controls work synergistically to maintain safe charge levels.
Static Control Methods
Ionizing bars positioned at strategic locations neutralize accumulated charges before they cause operational issues. Optimal placement includes unwind stations, slitting points, and rewind zones.
Humidity control between 50-60% RH significantly reduces static generation in most film materials. Combining environmental control with active ionization provides comprehensive static management.
Conductive core shafts and grounding straps ensure charge dissipation throughout the material path. Regular verification of ground connections maintains system effectiveness.
Blade Selection and Maintenance Strategies
Proper blade selection dramatically impacts cut quality, dust generation, and maintenance intervals. Understanding material-blade interactions guides optimal configuration choices.
Blade Type Comparison
Razor slitting excels with thin films (under 50μm) requiring minimal dust generation. Blade angles between 15-30° provide clean separation with proper penetration depth.
Shear slitting suits thicker materials (over 100μm) demanding precise edge geometry. Male-female blade overlap settings critically affect cut quality and blade life.
Crush cutting handles laminated or coated films where delamination risks exist. Anvil hardness and blade pressure require careful optimization for each material combination.
Blade Wear Indicators
Progressive edge degradation manifests through increasing dust generation, edge roughness, and cutting force requirements. Microscopic inspection reveals wear patterns indicating setup or material issues.
Establish blade replacement intervals based on linear meters cut rather than time periods. Track performance metrics including dust levels and edge quality ratings to optimize replacement schedules.
Comprehensive Troubleshooting Checklist
Systematic problem diagnosis accelerates resolution and minimizes production losses. Follow this structured approach when addressing operational issues.
Web Handling Problems
- Web wander/tracking issues
- Symptom: Material shifts laterally during processing
- Root cause: Misaligned rollers, uneven tension, damaged edges
- Solution: Verify roller parallelism (±0.05mm), balance tension zones, inspect edge condition
- Wrinkle formation
- Symptom: Diagonal or longitudinal creases
- Root cause: Improper tension profile, misaligned spreader rolls
- Solution: Adjust tension taper, verify spreader angle (2-4°), check incoming material flatness
- Web breaks
- Symptom: Material tears during processing
- Root cause: Excessive tension, blade damage, material defects
- Solution: Reduce tension 10-20%, inspect blade condition, examine break patterns
Cut Quality Defects
- Excessive dust/angel hair
- Symptom: Particle generation at slitting point
- Root cause: Dull blades, improper clearance, material contamination
- Solution: Replace blades, adjust overlap (see parameter table), clean blade holders
- Edge waviness
- Symptom: Non-linear slit edges
- Root cause: Blade vibration, insufficient penetration, web flutter
- Solution: Tighten blade mounting, increase penetration 0.1-0.2mm, stabilize web path
- Burr formation
- Symptom: Raised material along slit edge
- Root cause: Worn blade edges, excessive clearance, wrong blade type
- Solution: Replace blades, reduce clearance to specification, verify blade selection
Dust Extraction System Optimization
Effective dust removal prevents product contamination and maintains equipment reliability. System design must accommodate varying dust characteristics from different materials and slitting methods.
Extraction capacity requirements depend on material type, slitting speed, and blade configuration. Calculate minimum airflow using 100 CFM per razor blade or 150 CFM per shear station as baseline values.
Extraction Point Placement
Position extraction nozzles within 25-50mm of cutting points for maximum effectiveness. Adjustable mounting systems accommodate different material thicknesses and slitting configurations.
Secondary extraction points at rewind stations capture airborne particles before roll incorporation. Maintain balanced airflow to prevent web disturbance or cooling effects.
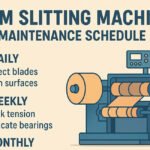
Preventive Maintenance Schedules
Structured maintenance programs prevent unexpected failures and maintain consistent quality. Tailor schedules to production volumes and material characteristics.
Daily Maintenance Tasks
- Inspect blade edges for visible wear or contamination
- Verify tension sensor zero calibration
- Clean optical sensors and edge guides
- Check static eliminator functionality
- Empty dust collection systems
- Document any unusual sounds or vibrations
Weekly Maintenance Tasks
- Measure blade holder runout (≤0.02mm acceptable)
- Calibrate diameter sensors against known standards
- Lubricate differential shaft mechanisms
- Test emergency stop systems
- Verify web path roller alignment
- Clean and inspect spreader roll surfaces
Monthly Maintenance Tasks
- Replace blades according to usage logs
- Perform complete tension control system calibration
- Inspect and adjust brake/clutch systems
- Verify ground connections for static control
- Check extraction system airflow rates
- Update maintenance records and trend analysis
Advanced Diagnostic Techniques
Modern diagnostic tools enhance troubleshooting effectiveness beyond visual inspection. Implementing measurement-based approaches quantifies problems and validates solutions.
Roll Hardness Profiling
Durometer measurements across roll width reveal tension distribution patterns. Target hardness variations under 5 Shore A units for consistent unwinding characteristics.
Create hardness maps for different products to establish quality baselines. Correlate hardness profiles with winding parameters for process optimization.
Edge Quality Analysis
Microscopic edge examination quantifies cut quality using standardized rating scales. Document edge characteristics including roughness, angle deviation, and debris presence.
Establish acceptance criteria based on end-use requirements. Track edge quality trends to predict blade replacement needs and optimize cutting parameters.
Environmental Factors Affecting Film Slitting
Temperature and humidity variations significantly impact material properties and machine performance. Understanding these relationships enables proactive parameter adjustments.
Temperature Effects
Film modulus changes with temperature affect optimal tension settings. Increase tensions 5-10% for every 10°C temperature decrease to maintain consistent winding density.
Thermal expansion differences between film and machine components create registration challenges. Implement temperature compensation in tension control algorithms when possible.
Humidity Considerations
Moisture absorption alters dimensional stability in hygroscopic films. Maintain consistent environmental conditions or adjust parameters based on measured humidity levels.
Low humidity environments (below 40% RH) exacerbate static generation requiring enhanced control measures. High humidity (above 70% RH) may cause blocking in certain material combinations.
Conclusion
Successful film slitting machine troubleshooting requires systematic approaches combining visual inspection, quantitative measurements, and understanding of material-machine interactions. Regular maintenance, proper parameter selection, and environmental control form the foundation of consistent operation.
Implementing these diagnostic procedures and corrective actions minimizes downtime while maintaining product quality. As materials and applications evolve, continuous refinement of troubleshooting methodologies ensures optimal performance across diverse production requirements.
Glossary of Film Slitting Terms
- Telescoping: Lateral shifting of wound roll layers creating a stepped appearance, typically caused by uneven tension or core misalignment
- Differential shaft: Winding shaft with independent torque control for each slit width, enabling tension optimization across varying roll diameters
- Lay-on roll: Nip roller applying pressure to winding rolls for air exclusion and density control
- Knife overlap: Penetration depth of top blade past bottom blade in shear slitting, critical for cut quality
- Web flutter: Unstable material movement between rollers causing tension variations and potential quality issues
- Burr: Raised edge material resulting from improper cutting parameters or blade condition
- Taper tension: Programmed tension reduction during winding to prevent roll crushing and blocking
- Angel hair: Fine filaments generated during slitting, indicating blade wear or setup issues