Selecting the appropriate kraft paper slitting machine requires understanding the fundamental differences between circular, razor, and shear cutting methods. Each technology offers distinct advantages for specific kraft paper grades and production requirements.
This technical guide examines the three primary slitting methods, their operational parameters, and practical applications in kraft paper converting operations. Engineers and production managers will find detailed specifications for optimizing blade selection, web tension control, and edge quality across different kraft paper weights.
What Are the Main Slitting Methods for Kraft Paper?
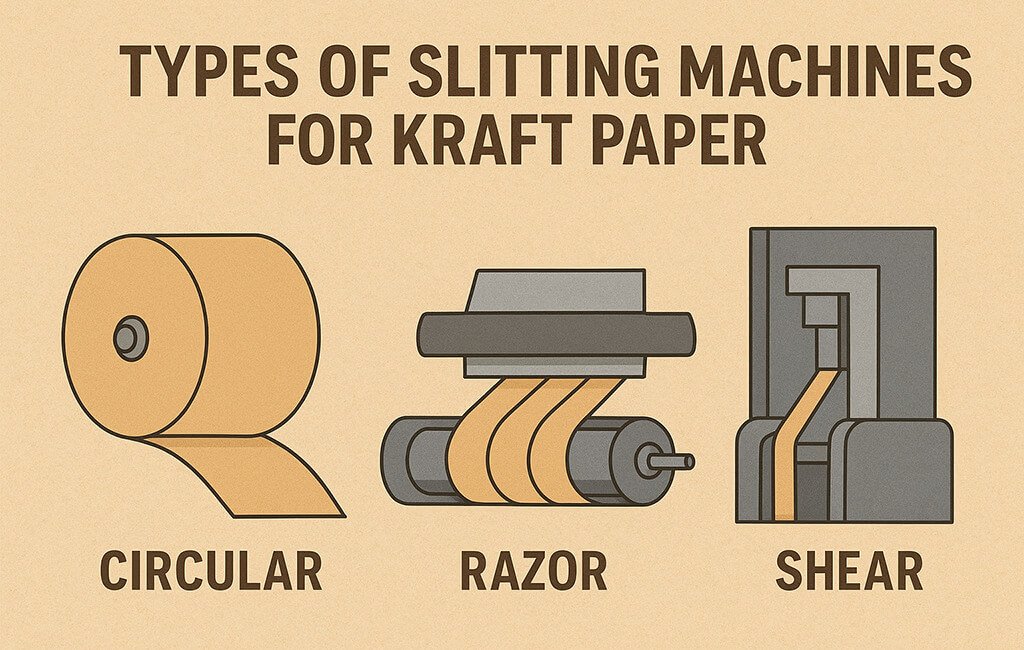
Three primary cutting technologies dominate kraft paper converting: circular knife slitting, razor blade slitting, and shear slitting. Each method employs different mechanical principles to achieve material separation.
Circular knife slitting uses rotating blades that penetrate the web against an anvil roll. Razor slitting employs stationary blades that slice through the moving web. Shear slitting creates a scissor-like action between two rotating blades.
Circular Knife Slitting Systems
Operating Principles
Circular knife systems utilize hardened steel or carbide blades rotating at high speeds. The blade penetrates the kraft paper web against a hardened anvil roll, creating a compression cut.
Blade pressure settings vary with paper weight. Light kraft papers (30-60 g/m²) require 15-25 N/cm of blade pressure. Medium weights (60-120 g/m²) need 25-40 N/cm, while heavy kraft grades (120-200 g/m²) demand 40-60 N/cm.
Blade Angle Specifications
Standard circular blades feature a 45° bevel angle for general kraft paper applications. Steeper angles (30-35°) suit lighter grades, while shallower angles (50-60°) handle heavier papers effectively.
Blade diameter typically ranges from 100-250mm. Smaller diameters provide tighter slit width capabilities but require more frequent replacement. Larger diameters offer extended blade life but limit minimum achievable slit widths.
Web Speed Capabilities
Circular knife systems accommodate web speeds up to 1000 m/min for standard kraft papers. Speed limitations depend on paper weight, with heavier grades requiring reduced speeds to maintain cut quality.
Maximum reliable speeds by paper weight:
- 30-60 g/m²: 800-1000 m/min
- 60-120 g/m²: 600-800 m/min
- 120-200 g/m²: 400-600 m/min
Razor Blade Slitting Technology
Blade Configuration
Razor slitting employs thin, extremely sharp blades positioned at specific angles to the web path. Standard blade thickness ranges from 0.1-0.4mm, with 0.2mm being most common for kraft paper.
Blade angle adjustment proves critical for cut quality. Typical installations use 15-25° blade angles relative to the web surface. Steeper angles increase blade life but may compromise edge quality on lighter papers.
Tension Control Requirements
Razor slitting demands precise web tension control. Optimal tension ranges from 1.5-3.0 N/cm of web width for standard kraft papers. Insufficient tension causes wandering cuts, while excessive tension creates web distortion.
Tension zones require independent control:
- Unwind tension: 1.0-2.0 N/cm
- Slitting zone tension: 1.5-3.0 N/cm
- Rewind tension: 1.2-2.5 N/cm
Dust Management Systems
Razor slitting generates significant paper dust requiring active extraction. Vacuum systems positioned immediately downstream of blade contact points capture 85-95% of generated particles.
Extraction specifications:
- Air velocity: 15-20 m/s at blade location
- Vacuum level: 2000-3000 Pa
- Filter efficiency: MERV 13 minimum
How Does Shear Slitting Work for Kraft Paper?
Shear slitting creates a scissor action between rotating upper and lower blades. This method produces the cleanest edges but requires precise blade alignment and higher initial equipment investment.
Blade overlap typically measures 0.5-1.5mm, with lateral blade clearance of 0.05-0.15mm for optimal results. These precise tolerances ensure clean cuts without excessive blade wear.
Blade Material Selection
Shear slitting blades require specific material properties for kraft paper applications. Tool steel (D2, M2) provides adequate performance for standard grades. Powdered metallurgy steels extend blade life 2-3x for abrasive recycled kraft papers.
Carbide-tipped blades offer maximum durability but increase initial costs significantly. Cost-benefit analysis favors carbide for continuous operations exceeding 16 hours daily.
Edge Quality Metrics
Shear slitting produces superior edge quality compared to other methods. Typical edge deviation measures less than 0.1mm over 1000m web length. Dust generation remains minimal, often eliminating dedicated extraction requirements.
Edge quality parameters:
- Straightness: ±0.05mm/m
- Burr height: <0.02mm
- Fiber protrusion: <0.5mm
Process Parameter Comparison Table
| Parameter | Circular Knife | Razor Blade | Shear Slitting | Application Notes |
|---|---|---|---|---|
| Slit Width Tolerance | ±0.3mm | ±0.5mm | ±0.1mm | Shear provides highest precision |
| Web Tension Range | 1.0-2.5 N/cm | 1.5-3.0 N/cm | 0.8-2.0 N/cm | Razor requires highest tension |
| Maximum Speed | 1000 m/min | 600 m/min | 800 m/min | Speed varies with paper weight |
| Blade Life (km) | 5000-8000 | 1000-2000 | 8000-12000 | Depends on paper abrasiveness |
| Minimum Slit Width | 15mm | 10mm | 20mm | Razor achieves narrowest slits |
| Dust Generation | Moderate | High | Low | Affects extraction requirements |
| Edge Quality Rating | Good | Fair | Excellent | Critical for laminating applications |
| Setup Time | 20-30 min | 10-15 min | 30-45 min | Includes blade positioning |
What Causes Common Slitting Defects in Kraft Paper?
Slitting defects compromise product quality and downstream processing efficiency. Understanding root causes enables rapid troubleshooting and correction. The following checklist addresses the most frequent issues encountered in kraft paper slitting operations.
Troubleshooting Checklist
Telescoping Rolls:
- Verify rewind tension consistency (±5% maximum variation)
- Check nip roll pressure uniformity across web width
- Confirm proper taper tension programming
- Inspect for air entrapment between layers
Edge Wrinkling:
- Measure web tension differential across width (should not exceed 10%)
- Verify spreader roll alignment and effectiveness
- Check for excessive moisture variation in paper
- Confirm blade sharpness and positioning
Dust Accumulation:
- Inspect extraction system air velocity at blade locations
- Clean or replace filters per maintenance schedule
- Verify vacuum system seals and connections
- Consider static elimination bars for lightweight papers
Burr Formation:
- Check blade sharpness (replace at predetermined intervals)
- Verify blade pressure settings against specifications
- Confirm proper blade-to-anvil alignment
- Review blade material compatibility with paper grade
Wandering Cuts:
- Stabilize web tension throughout slitting zone
- Inspect guide roll alignment and condition
- Verify blade mounting rigidity
- Check for mechanical vibration sources
Blade Wear Patterns and Replacement Criteria
Circular Knife Wear Characteristics
Circular blades exhibit predictable wear patterns. Initial sharp edges gradually round, increasing required penetration force. Edge rounding exceeding 0.1mm radius necessitates replacement or resharpening.
Wear indicators include:
- Increased dust generation
- Higher blade pressure requirements
- Edge quality deterioration
- Audible cutting noise changes
Razor Blade Degradation
Razor blades lose effectiveness through micro-chipping and edge folding. Visual inspection reveals these defects, though performance degradation often precedes visible damage.
Replacement triggers:
- Cut wandering exceeding ±0.5mm
- Dust generation increase of 50%
- Required tension increase of 20%
- Visible edge damage
Shear Blade Maintenance
Shear blades require periodic clearance adjustment as wear progresses. Initial clearance settings increase by 0.01-0.02mm per 1000km of production. Resharpening restores original clearance specifications.
Maintenance intervals:
- Clearance check: 500km production
- Minor adjustment: 1000km production
- Resharpening: 5000-8000km production
- Replacement: After 3-4 resharpening cycles
Optimizing Slitting Parameters for Different Kraft Grades
Lightweight Kraft (30-60 g/m²)
Lightweight papers require minimal blade pressure and precise tension control. Circular knife systems perform well with sharp blades and moderate speeds. Razor slitting offers advantages for narrow width requirements.
Recommended parameters:
- Blade pressure: 15-20 N/cm
- Web tension: 1.0-1.5 N/cm
- Maximum speed: 800 m/min
- Preferred method: Razor for <30mm widths, circular for wider slits
Medium Weight Kraft (60-120 g/m²)
Standard kraft papers accommodate all three slitting methods effectively. Selection depends on required edge quality, production speed, and slit width tolerance specifications.
Operating guidelines:
- Blade pressure: 25-35 N/cm (circular)
- Web tension: 1.5-2.5 N/cm
- Maximum speed: 600-700 m/min
- Optimal method: Circular for general purpose, shear for premium applications
Heavyweight Kraft (120-200 g/m²)
Heavy papers challenge blade penetration and require robust equipment. Shear slitting provides consistent quality, while circular knives offer adequate performance with proper setup.
Critical settings:
- Blade pressure: 40-60 N/cm (circular)
- Web tension: 2.0-3.0 N/cm
- Maximum speed: 400-500 m/min
- Recommended method: Shear for quality, circular for cost efficiency
Static Control and Dust Management Integration
Static Elimination Systems
Paper slitting generates static charges requiring active neutralization. Ionizing bars positioned before and after slitting zones reduce dust attraction and web handling issues.
Installation specifications:
- Bar distance from web: 25-50mm
- Coverage: Full web width plus 100mm
- Output: 7-10 kV AC
- Frequency: 50-120 Hz adjustable
Vacuum System Design
Effective dust extraction prevents quality issues and equipment contamination. System design varies by slitting method and paper characteristics.
Design parameters:
- Capture velocity: 15-20 m/s minimum
- Duct sizing: 100-150mm diameter per 4-6 blades
- Filter area: 1 m² per 100 m³/min airflow
- Pressure drop allowance: 1500-2000 Pa clean filters
Combined Approach Benefits
Integrating static control with dust extraction improves overall effectiveness. Neutralized particles extract more readily, reducing system power requirements by 20-30%.
Synergistic effects:
- Reduced filter loading rates
- Improved edge quality
- Lower maintenance frequency
- Enhanced operator safety
Maintenance Scheduling for Optimal Performance
Daily Inspection Points
Consistent daily checks prevent major issues and extend equipment life. Operators should verify critical parameters before production starts.
Daily checklist:
- Blade condition visual inspection
- Dust extraction system function
- Web path alignment verification
- Tension control calibration check
- Safety system functionality
Weekly Maintenance Tasks
Weekly maintenance addresses wear accumulation and prevents drift from optimal settings. Scheduled downtime minimizes production disruption.
Weekly requirements:
- Blade pressure verification and adjustment
- Anvil roll condition assessment
- Bearing lubrication per manufacturer specs
- Filter cleaning or replacement
- Slitting width accuracy confirmation
Monthly Overhaul Procedures
Comprehensive monthly maintenance ensures long-term reliability and performance consistency. Documentation enables trend analysis and predictive maintenance planning.
Monthly procedures:
- Complete blade replacement or rotation
- Mechanical alignment verification
- Electrical system inspection
- Hydraulic/pneumatic system checks
- Performance baseline documentation
Conclusion
Selecting the optimal kraft paper slitting machine configuration requires careful evaluation of production requirements, quality specifications, and operational constraints. Circular knife systems offer versatility and reasonable operating costs for general applications. Razor slitting excels at narrow width production despite higher maintenance needs.
Shear slitting provides superior edge quality for demanding applications. Successful implementation depends on matching slitting technology to specific kraft paper characteristics and maintaining optimal operating parameters.
Regular maintenance, proper blade selection, and effective dust management ensure consistent performance across all slitting methods. Production facilities benefit from understanding each technology’s capabilities and limitations when specifying new equipment or optimizing existing operations.
The technical parameters and troubleshooting guidelines presented enable informed decision-making and efficient problem resolution. Proper application of these principles maximizes equipment performance and product quality.
Glossary
Anvil Roll: Hardened steel cylinder against which circular knives cut, providing support and ensuring clean material separation.
Blade Clearance: Precise gap between upper and lower shear blades, typically 5-10% of material thickness for optimal cutting.
Crush Cut: Alternative term for circular knife slitting where blade pressure creates localized material failure.
Nip Point: Contact zone between blade and anvil roll or between shear blades where actual cutting occurs.
Slit Width Tolerance: Acceptable deviation from specified width, typically expressed as ±mm from nominal dimension.
Taper Tension: Programmed decrease in winding tension as roll diameter increases, preventing telescoping and roll hardness issues.
Web Path: Material route through the slitting machine from unwind through slitting zone to rewind stations.
Winding Tension: Controlled force applied during rewinding, measured in Newtons per centimeter of web width.