
A kraft paper slitting machine is specialized converting equipment designed to cut wide rolls of kraft paper into narrower widths with precise tolerances. These machines employ various cutting methods including razor, shear, and crush cut technologies to achieve clean edges while maintaining the structural integrity of the kraft paper material.
The primary function involves unwinding a master roll, passing it through a cutting station with multiple blades, and rewinding the slit strips onto individual cores. Modern systems incorporate automatic tension control, web guiding sensors, and dust extraction systems to ensure consistent quality across production runs.
How Does a Kraft Paper Slitting Machine Work?
The slitting process begins with loading a parent roll onto an unwinding shaft equipped with pneumatic or hydraulic core chucks. The web passes through a series of rollers that control tension and alignment before reaching the cutting station.
At the cutting station, precision-positioned blades divide the web into specified widths. The blade positioning system uses either manual adjustment wheels or servo-driven automatic positioning controlled through an HMI touchscreen interface.
After cutting, the slit webs travel to the rewinding section where differential shafts accommodate varying tension requirements for each strip. Quality control sensors monitor edge quality and width tolerances throughout the process.
Key Operational Steps
The unwinding station features hydraulic loading mechanisms that accommodate roll diameters from 500mm to 1500mm. Tension sensors continuously monitor web tension, typically maintaining 0.5-2.0 N/cm depending on kraft paper grade and thickness.
Web guiding systems use edge detection sensors to maintain lateral position within ±1mm. The feedback loop adjusts guide roller angles to compensate for roll irregularities or misalignment.
The rewinding section employs center-driven or surface-driven winding based on material requirements. Lay-on rollers apply consistent nip pressure to prevent air entrapment and ensure tight roll formation.
What Are the Different Slitting Methods for Kraft Paper?
Selecting the appropriate slitting method depends on kraft paper thickness, density, and end-use requirements. Each method produces distinct edge characteristics and operates within specific parameter ranges.
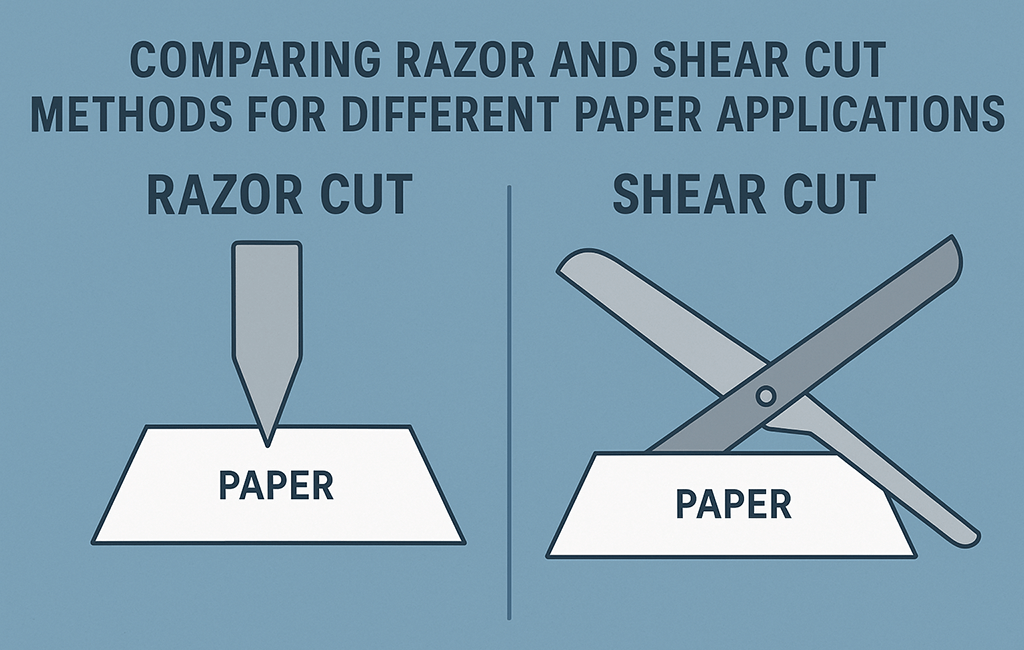
Razor Cut Method
Razor slitting uses thin blades (0.2-0.4mm thickness) positioned at 15-45° angles against the web direction. This method excels for lightweight kraft papers (30-80 g/m²) and produces minimal dust.
Blade wear rates average 200-400 hours of operation depending on paper abrasiveness. The cutting angle requires adjustment based on paper grain direction to prevent edge fraying.
Shear Cut Method
Shear slitting employs paired rotary knives with controlled overlap (0.05-0.15mm) and side clearance. This configuration handles medium to heavy kraft papers (80-300 g/m²) with superior edge quality.
Operating speeds reach 600 m/min while maintaining tolerances within ±0.5mm. The method requires precise knife alignment and regular maintenance of bearing assemblies.
Crush Cut Method
Crush cutting presses circular blades against hardened anvil rollers. While producing more dust than other methods, it accommodates variable thickness materials and contaminated papers.
Blade pressure settings range from 50-200 N depending on paper density. Regular anvil resurfacing maintains cut quality over extended production runs.
Critical Machine Components and Functions
Understanding component functions enables optimal machine operation and maintenance planning. Each subsystem contributes to overall slitting precision and efficiency.
Tension Control Systems
Load cells mounted on dancer rollers provide real-time tension feedback to the PLC control system. The system maintains preset tension values through brake and motor torque adjustments.
Tension zones typically include unwind (0.3-1.0 N/cm), process (0.5-1.5 N/cm), and rewind (0.8-2.5 N/cm) sections. Automatic taper tension reduces rewinding tension as roll diameter increases.
Blade Positioning Mechanisms
Manual systems use graduated scales and locking collars for blade placement within ±0.5mm accuracy. Automated systems employ servo motors with encoder feedback achieving ±0.1mm positioning.
Quick-change blade cassettes reduce setup times from hours to minutes. Pneumatic blade engagement allows on-the-fly adjustments without stopping production.
Dust Extraction Systems
Vacuum extraction points positioned at cutting zones require 500-1500 CFM airflow depending on web width and speed. HEPA filtration prevents re-contamination of finished rolls.
Static elimination bars reduce particle adhesion to web surfaces. Ionizing air knives direct dust toward collection points while neutralizing static charges.
Technical Specifications Overview
| Parameter | Specification Range | Application Notes |
|---|---|---|
| Slit Width Tolerance | ±0.5 to ±1.0mm | Tighter for laminating grades, wider for general packaging |
| Web Tension | 0.3-2.5 N/cm | Lower for lightweight papers, higher for dense kraft |
| Operating Speed | 50-600 m/min | Limited by blade type and required edge quality |
| Blade Life (Razor) | 200-400 hours | Varies with paper abrasiveness and contamination |
| Blade Life (Shear) | 800-1200 hours | Requires periodic sharpening every 200-300 hours |
| Minimum Slit Width | 25-50mm | Depends on blade type and rewinding capability |
| Maximum Roll Weight | 500-3000 kg | Limited by shaft strength and handling equipment |
How to Achieve Precision Tolerances in Kraft Paper Slitting?
Achieving consistent 1/32 inch (0.8mm) tolerances requires systematic attention to machine setup, blade condition, and process parameters. Regular calibration of positioning systems ensures dimensional accuracy.
Blade runout must remain below 0.02mm TIR (Total Indicated Runout) for precision applications. Dynamic balancing of blade holders reduces vibration-induced variations.
Temperature-controlled environments minimize thermal expansion effects on critical components. Systematic calibration schedules maintain accuracy over extended production campaigns.
Material Considerations for Kraft Paper
Kraft paper properties significantly influence slitting parameters and method selection. Understanding these characteristics prevents common defects and optimizes production efficiency.
Grain Direction Effects
Machine direction (MD) grain orientation produces cleaner cuts than cross-direction (CD) slitting. Blade angles require adjustment when slitting against grain direction to prevent fiber tear-out.
Moisture content variations (6-9% typical range) affect cutting behavior and dimensional stability. Conditioning rolls or heated plates stabilize moisture levels before slitting.
Density and Thickness Variations
Kraft paper density ranges from 0.5-0.9 g/cm³ influence blade penetration requirements. Caliper variations within rolls necessitate floating blade holders that accommodate ±10% thickness changes.
Multi-ply kraft requires increased blade pressure and reduced speeds to prevent delamination. Score cutting between plies improves edge quality for laminated grades.
Quality Control and Inspection Methods
Continuous monitoring ensures consistent output quality and early detection of developing issues. Integration of inspection systems provides real-time feedback for process adjustment.
Edge Quality Assessment
Vision systems detect edge defects including burrs, angel hair, and irregular cuts. LED illumination at specific angles highlights imperfections for camera detection.
Manual inspection points every 1000 meters verify automated system accuracy. Standardized edge quality scales (1-5 rating) provide objective assessment criteria.
Dimensional Verification
Laser micrometers positioned after the slitting station measure width within ±0.1mm accuracy. Data logging systems track dimensional trends for statistical process control.
Sample testing protocols specify measurement frequency based on customer requirements. Critical applications may require 100% inline inspection with automatic defect marking.
Maintenance Requirements and Schedules
Preventive maintenance programs extend equipment life while maintaining production quality. Systematic inspection and replacement schedules minimize unplanned downtime.
Blade Maintenance Protocols
Daily visual inspections identify chips, wear patterns, or contamination buildup. Blade rotation schedules distribute wear evenly across cutting edges.
Sharpening intervals depend on cumulative run length and material abrasiveness. Maintaining detailed blade history records optimizes replacement timing and identifies problematic material lots.
Mechanical Component Service
Bearing lubrication follows manufacturer-specified intervals, typically 500-1000 operating hours. Vibration analysis detects developing bearing failures before catastrophic damage occurs.
Belt tension checks prevent slippage and premature wear. Alignment verification using laser systems maintains proper web tracking through the machine.
What Are Common Troubleshooting Solutions?
Systematic troubleshooting approaches identify root causes efficiently. Understanding symptom-cause relationships reduces diagnostic time and prevents recurring issues.
Troubleshooting Checklist
- Telescoping rolls: Check rewinding tension taper settings, verify core alignment, inspect lay-on roller pressure distribution
- Edge burrs: Examine blade sharpness, adjust cutting angles, verify blade-to-anvil clearances
- Dust accumulation: Increase extraction airflow, clean vacuum ports, replace worn seals on dust hoods
- Width variations: Calibrate positioning system, check for blade holder looseness, verify thermal stability
- Web breaks: Reduce tension settings, inspect for blade damage, check splice quality on parent rolls
- Wrinkles in slit rolls: Adjust spreading roller angles, balance individual strip tensions, verify roller parallelism
- Poor edge quality: Replace worn blades, optimize blade overlap (shear cutting), check anvil condition
- Uneven roll hardness: Calibrate tension control sensors, adjust taper tension profiles, verify dancer roller movement
Safety Considerations and Best Practices
Safe operation requires comprehensive training and adherence to established procedures. Risk assessment identifies potential hazards specific to kraft paper slitting operations.
Blade Handling Procedures
Cut-resistant gloves (ANSI Level 5) protect against blade contact injuries. Magnetic blade holders prevent dropping during installation or removal.
Lockout/tagout procedures ensure zero energy state during blade changes. Light curtains or safety mats provide area guarding around blade access zones.
Dust Exposure Control
Local exhaust ventilation maintains airborne particle concentrations below regulatory limits. Personal protective equipment includes dust masks for maintenance activities.
Regular housekeeping prevents dust accumulation on walking surfaces. Anti-slip coatings reduce fall risks in production areas.
Conclusion
Kraft paper slitting machines combine mechanical precision with sophisticated control systems to convert wide rolls into exact widths for downstream processing. Understanding the interaction between slitting methods, material properties, and machine components enables optimal performance.
Success in kraft paper slitting operations depends on selecting appropriate cutting methods, maintaining proper tension control, and implementing systematic maintenance programs. Regular monitoring of edge quality and dimensional accuracy ensures consistent product quality while maximizing blade life and machine availability.
By following established procedures for setup, operation, and troubleshooting, operators can achieve the precision tolerances demanded by modern converting applications while maintaining safe and efficient production environments.
Glossary
- Differential Rewinding
- A winding method where each slit strip maintains independent tension control through slip clutches or individual motor drives
- Taper Tension
- Programmed reduction of winding tension as roll diameter increases to prevent roll hardness variations and material stretching
- Score Cutting
- Partial depth cutting that weakens material along a line without complete separation, used for fold lines or tear strips
- Web Threading
- The process of initially passing material through the machine path, typically using a narrower leader strip attached to the full web
- Lay-on Roller
- A pressure roller that maintains contact with the rewinding roll surface to exclude air and control roll density
- Edge Trim
- Narrow strips removed from web edges to ensure clean, uniform edges on finished rolls
- Kiss Cutting
- Cutting through top layers while leaving backing material intact, common in pressure-sensitive tape applications
- Core Chuck
- Expanding mechanism that grips the inside diameter of cores for unwinding or rewinding operations